Kapsa načisto (cyklus g214), 4 cykly k frézován kapes, ostrůvků (čepů) a drážek – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 310
310
8 Programován : cykly
8.4 Cykly k frézován kapes, ostrůvků (čepů) a drážek
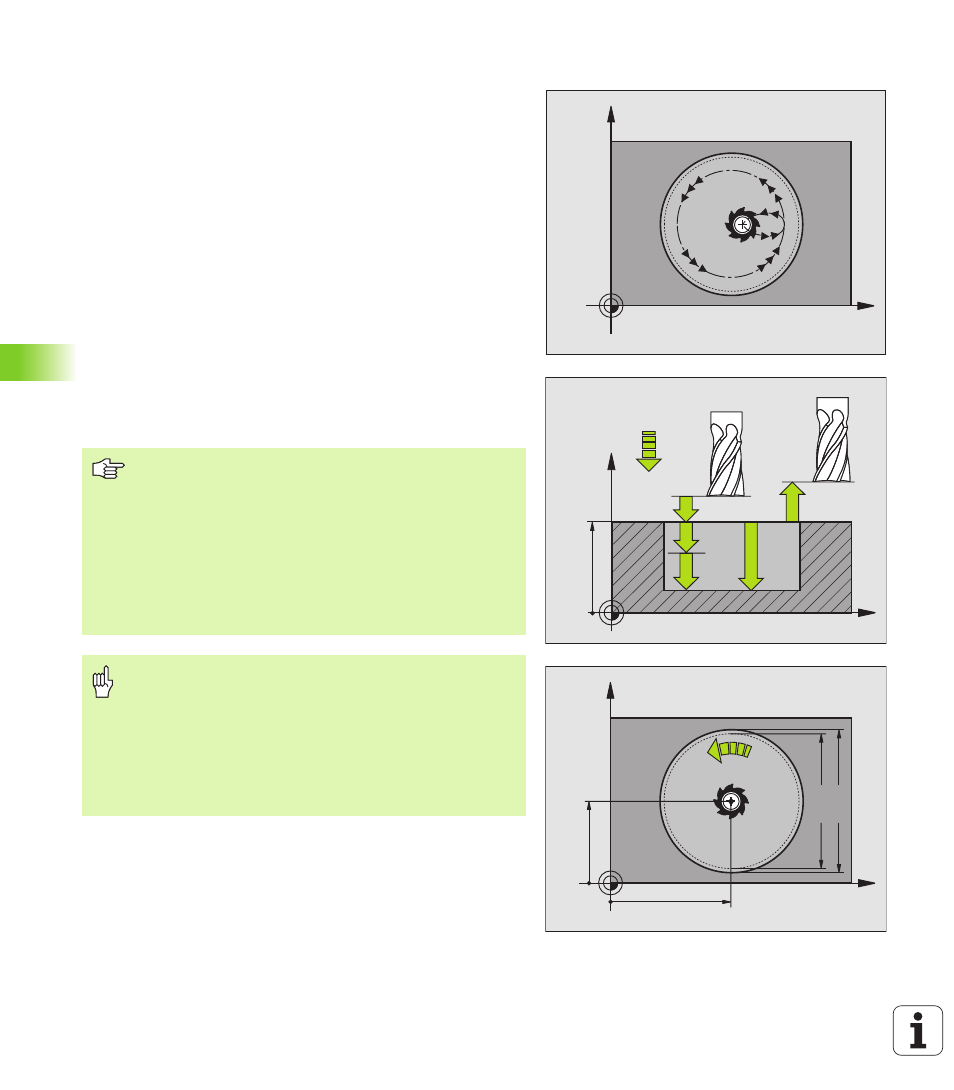
KAPSA NAČISTO (cyklus G214)
1
TNC najede automaticky nástrojem v ose vřetena do
bezpečnostn vzdálenosti nebo – je li zadána – do
2. bezpečnostn vzdálenosti a pak do středu kapsy.
2
Ze středu kapsy přejede nástroj v rovině obráběn na bod startu
frézován . Pro výpočet bodu startu bere TNC v úvahu průměr
polotovaru a rádius nástroje. Zadáte li pro průměr polotovaru
hodnotu 0, zap chne TNC nástroj do středu kapsy.
3
Stoj li nástroj na 2. bezpečnostn vzdálenosti, přejede TNC
rychloposuvem do bezpečnostn vzdálenosti a odtud posuvem
pro př suv do hloubky na prvn hloubku př suvu.
4
Potom najede nástroj tangenciálně na obrys dokončovaného
d lce a ofrézuje sousledně jeden oběh.
5
Potom nástroj odjede tangenciálně od obrysu zpět do bodu
startu v rovině obráběn .
6
Tento postup (3 až 5) se opakuje, až se dosáhne programované
hloubky.
7
Na konci cyklu odjede TNC nástrojem rychloposuvem na
bezpečnostn vzdálenost nebo – pokud je zadaná – na
2. bezpečnostn vzdálenost a potom do středu kapsy (koncová
poloha = poloha startu) .
X
Y
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
X
Y
Q222
Q217
Q216
Q207
Q223
Před programován m dbejte na tyto body:
TNC předpolohuje nástroj v ose nástroje a v rovině
obráběn automaticky.
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramujete li hloubku = 0, pak TNC
cyklus neprovede.
Chcete li rovnou zhotovit kapsu načisto, pak použijte
frézu s čeln mi zuby (DIN 844) a zadejte malý posuv
př suvu do hloubky.
Pomoc strojn ho parametru 7441 nastav te zda má TNC
vydat při zadán kladné hloubky chybové hlášen (bit 2 =
1) nebo nikoliv (bit 2 = 0).
Pozor nebezpeč kolize!
Dbejte na to, že TNC při kladně zadané hloubce otáč
výpočet předpolohován . Nástroj tedy jede v ose nástroje
rychloposuvem na bezpečnostn vzdálenost pod povrch
obrobku!