10 cykly pr o transformace (př e počet) souřadnic, Př klad: cykly pro transformace souřadnic – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 396
396
8 Programován : cykly
8.10 Cykly pr
o
transformace (př
e
počet) souřadnic
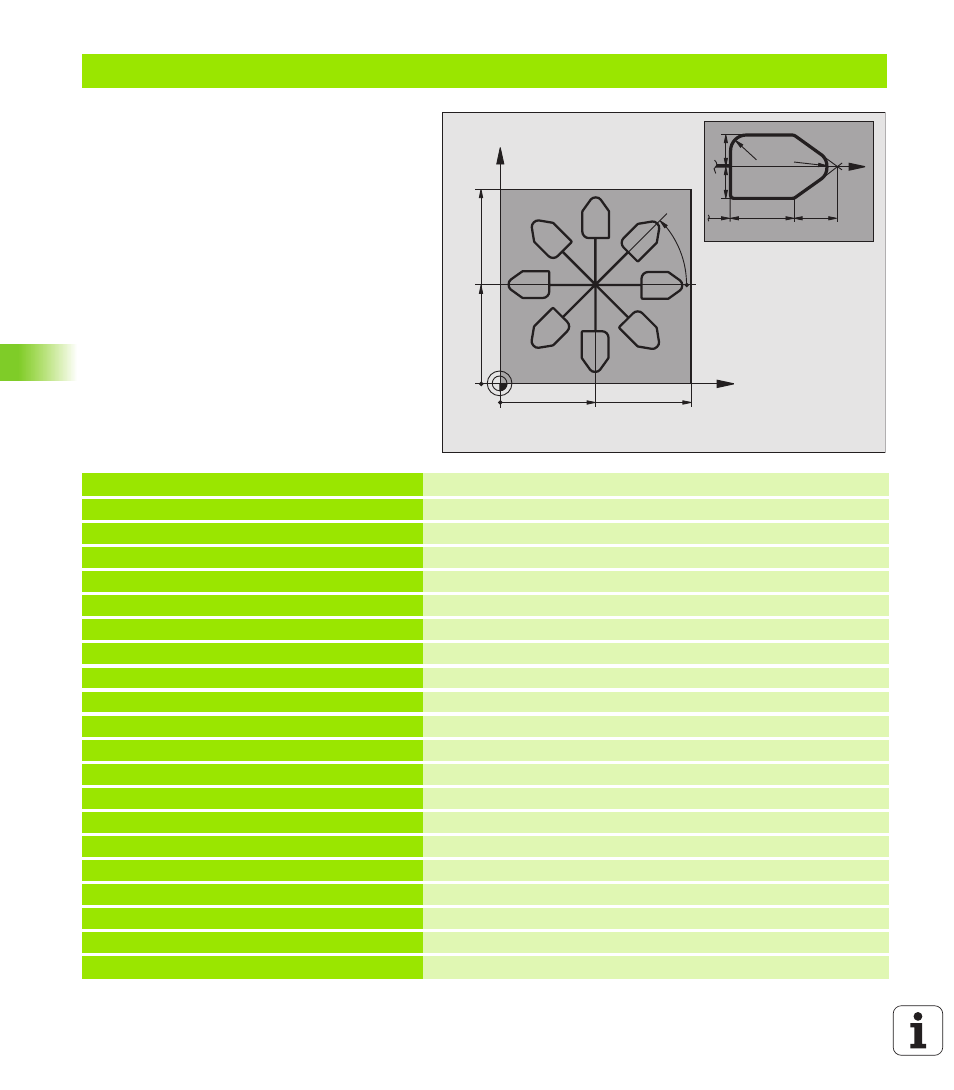
Př klad: Cykly pro transformace souřadnic
Prováděn programu
n
Transformace souřadnic v hlavn m
programu
n
Zpracován v podprogramu, viz
„Podprogramy”, str. 405
%KOUMR G71 *
N10 G30 G17 X+0 Y+0 Z 20 *
Definice neobrobeného polotovaru
N20 G31 G90 X+130 Y+130 Z+0 *
N30 G99 T1 L+0 R+1 *
Definice nástroje
N40 T1 G17 S4500 *
Vyvolán nástroje
N50 G00 G40 G90 Z+250 *
Vyjet nástroje
N60 G54 X+65 Y+65 *
Posunut nulového bodu do středu
N70 L1,0 *
Vyvolán frézován
N80 G98 L10 *
Nastaven návěst pro opakován části programu
N90 G73 G91 H+45 *
Otočen o 45° př růstkově
N100 L1,0 *
Vyvolán frézován
N110 L10,6 *
Návrat na návěst 10; celkem šestkrát
N120 G73 G90 H+0 *
Zrušen otáčen
N130 G54 X+0 Y+0 *
Zrušen posunut nulového bodu
N140 G00 Z+250 M2 *
Vyjet nástroje, konec programu
N150 G98 L1 *
Podprogram 1:
N160 G00 G40 X+0 Y+0 *
Definice frézován
N170 Z+2 M3 *
N180 G01 Z 5 F200 *
N190 G41 X+30 *
N200 G91 Y+10 *
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10