4 přdavné funkce pr o dráhové poměry – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 207
HEIDENHAIN iTNC 530
207
7.4 Přdavné funkce pr
o dráhové poměry
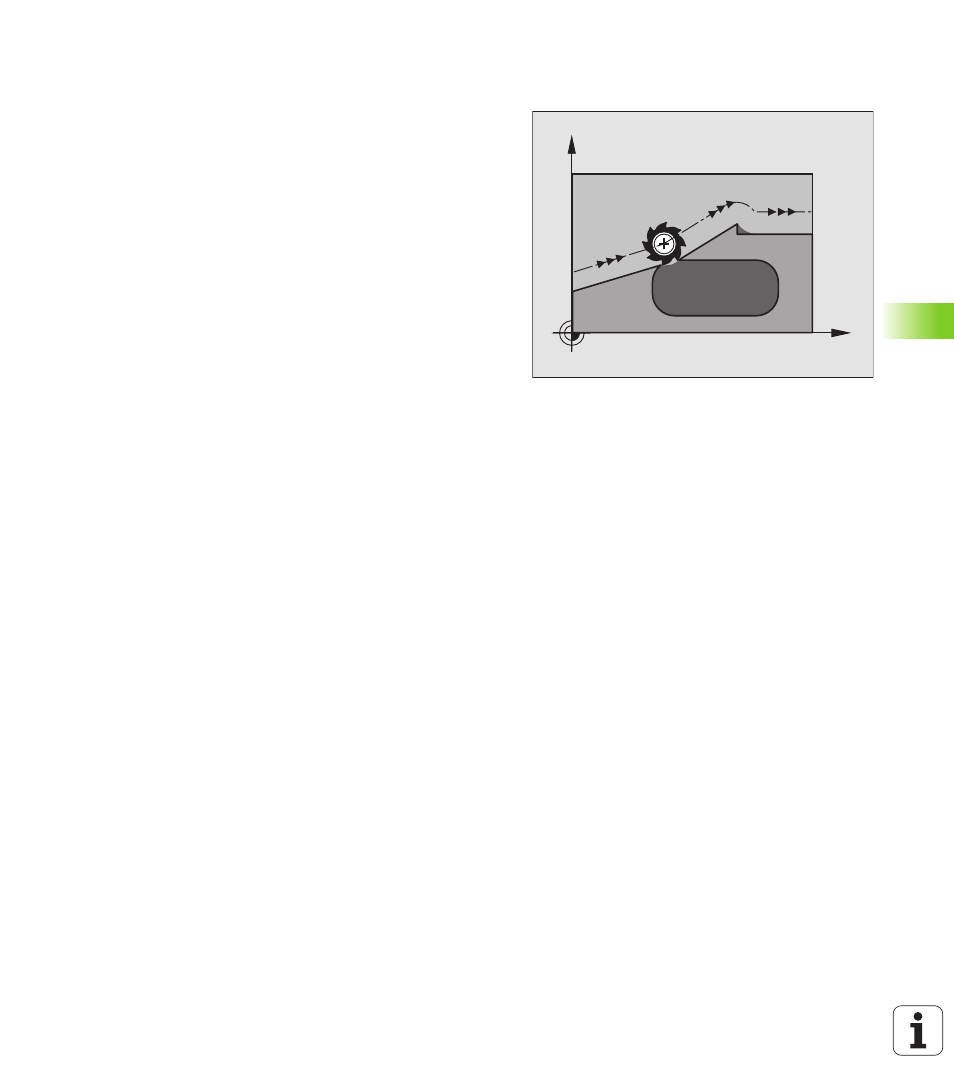
Dopředný výpočet obrysu s korekc rádiusu
(LOOK AHEAD): M120
Standardn chován
Je li rádius nástroje větš , než obrysový stupeň, který se má proj ždět
s korekc rádiusu, pak TNC přeruš prováděn programu a vyp še
chybové hlášen . M97 (viz „Obráběn malých obrysových stupňů:
M97” na str. 203): M97“ zabrán výpisu chybového hlášen , způsob
však poškrábán povrchu při vyjet nástroje a kromě toho posune roh.
Při podř znut může TNC př padně poškodit obrys.
Chován s M120
TNC zkontroluje obrys s korekc rádiusu na podř znut a přeř znut a
vypočte dopředu dráhu nástroje od aktuáln ho bloku. M sta, na
kterých by nástroj poškodil obrys, zůstanou neobrobená (na obrázku
vpravo zobrazena tmavě). M120 můžete též použ t k tomu, aby se
korekc rádiusu nástroje opatřila digitalizovaná data nebo data
vytvořená extern m programovac m systémem. Takto lze
kompenzovat odchylky od teoretického rádiusu nástroje.
Počet bloků (maximálně 99), které TNC dopředu vypoč tá, urč te
pomoc LA (angl. Look Ahead: pohled dopředu) za M120. Č m větš
zvol te počet bloků, které má TNC dopředu vypoč tat, t m pomalejš
bude zpracován bloků.
Zadán
Pokud zadáte v polohovac m bloku funkci M120, pak pokračuje TNC
v dialogu a dotáže se na počet dopředu vypoč távaných bloků LA.
Účinek
M120 se mus nacházet v NC bloku, který rovněž obsahuje korekci
rádiusu G41 nebo G42. M120 je účinná od tohoto bloku do doby, kdy
n
zruš te korekci rádiusu s G40;
n
naprogramujete M120 LA0;
n
naprogramujete M120 bez LA;
n
vyvoláte jiný program pomoc %…
M120 je účinná na začátku bloku.
Omezen
n
Opětné najet na obrys po extern m/intern m STOPu sm te provést
pouze funkc START Z BLOKU N.
n
Pokud použijete dráhové funkce G25 a G24, pak směj bloky před
a za G25, popř padě G24 obsahovat jen souřadnice roviny
obráběn .
X
Y