3 kor e kce nástr o je – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 155
HEIDENHAIN iTNC 530
155
5.3 Kor
e
kce nástr
o
je
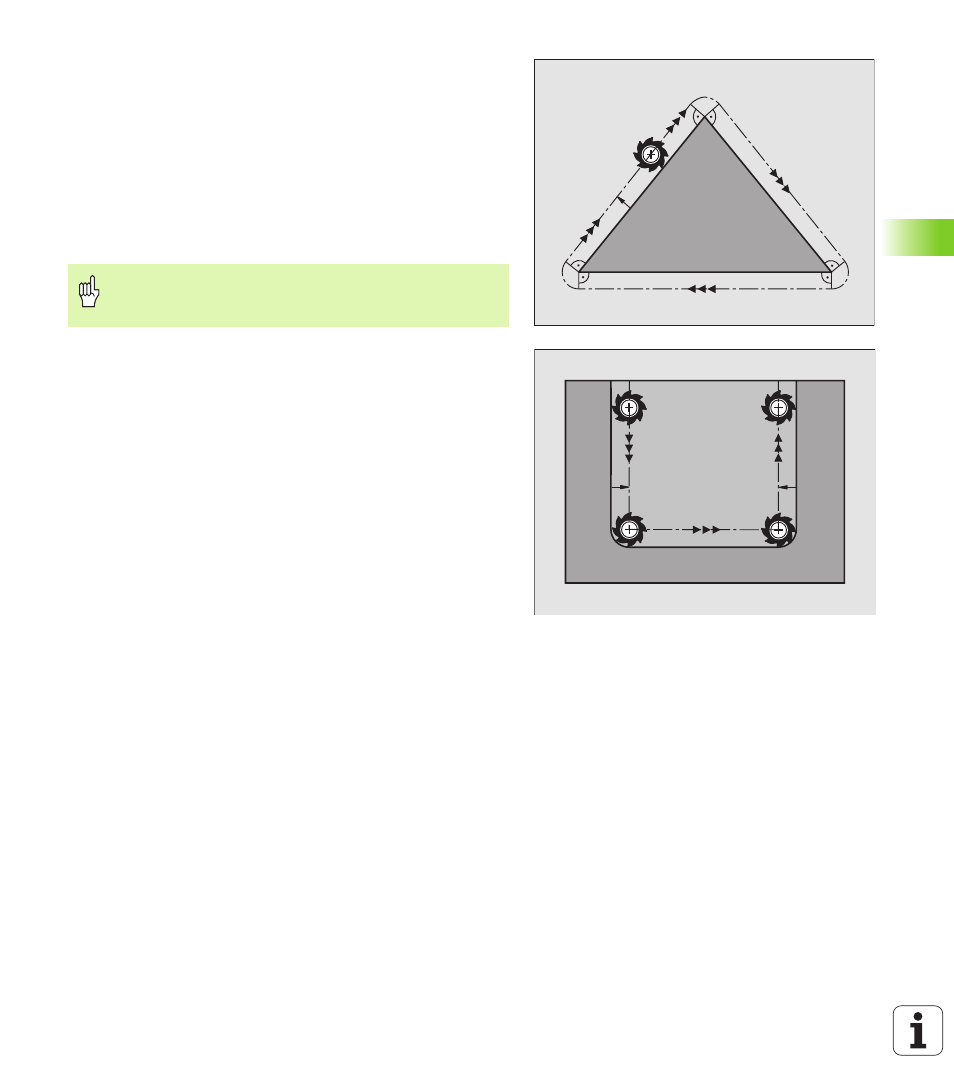
Korekce rádiusu: obráběn rohů
n
Vnějš rohy:
Pokud jste naprogramovali korekci rádiusu nástroje, pak TNC vede
nástroj na vnějš ch roz ch bu po přechodové kružnici nebo po tzv.
spline (volba pomoc MP7680). Je li třeba, zredukuje TNC posuv
na vnějš ch roz ch, např klad při velkých změnách směru.
n
Vnitřn rohy:
Na vnitřn ch roz ch vypočte TNC průseč k drah, po nichž střed
nástroje poj žd korigovaně. Z tohoto bodu poj žd nástroj podél
dalš ho prvku obrysu. T m se obrobek na vnitřn ch roz ch
nepoškod . Z toho plyne, že pro určitý obrys nelze volit libovolně
velký rádius nástroje.
Obráběn rohů bez korekce rádiusu
Bez korekce rádiusu můžete ovlivnit dráhu nástroje a posuv na roz ch
obrobku př davnou funkc M90, Viz „Ohlazen rohů: M90”, str. 201.
Při vnitřn m obráběn neum st’ujte bod startu nebo
koncový bod do rohového bodu obrysu, nebot’ může
doj t k poškozen obrysu.
RL
RL
RL