4 cykly k frézován kapes, ostrůvků (čepů) a drážek – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 295
Advertising
HEIDENHAIN iTNC 530
295
8.4 Cykly k frézován kapes, ostrůvků (čepů) a drážek
U
U
U
U
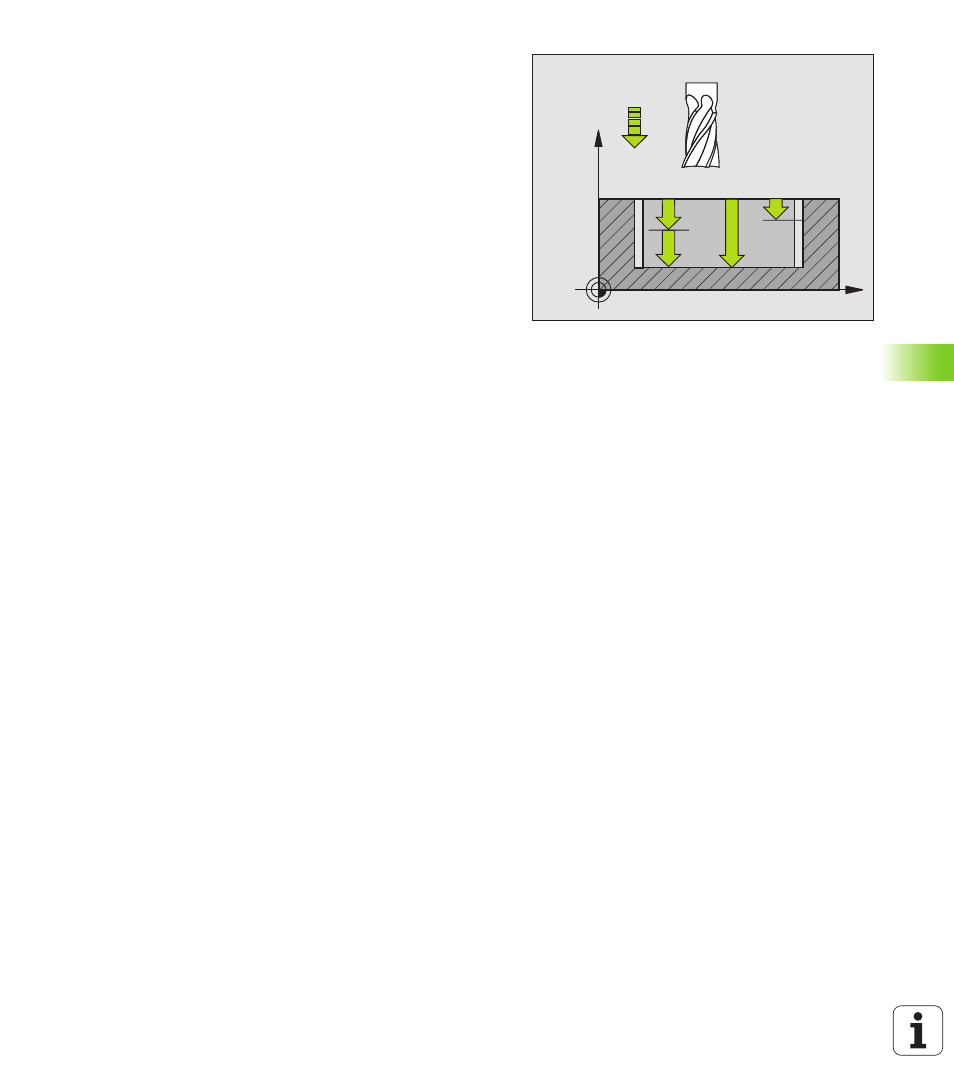
Hloubka Q201 (inkrementálně): vzdálenost povrchu
obrobku – dna drážky.
U
U
U
U
Hloubka př suvu Q202 (inkrementálně): rozměr, o
nějž se nástroj pokaždé přisune; zadejte hodnotu
větš než 0.
U
U
U
U
Př davek načisto pro hloubku Q369
(inkrementálně): př davek na dokončován pro dno.
U
U
U
U
Posuv př suvu do hloubky Q206: pojezdová
rychlost nástroje při pohybu na danou hloubku v
mm/min.
U
U
U
U
Př suv při dokončován Q338 (inkrementálně):
rozměr, o který se nástroj v ose vřetena přisune při
dokončován . Q338=0: dokončen jedn m př suvem
X
Z
Q201
Q206
Q202
Q338
Advertising
Podívejte se také na další dokumenty v kategorii Nářadí HEIDENHAIN:
- ND 280 User Manual (Stránek: 93)
- ND 287 User Manual (Stránek: 145)
- ND 282 B (Stránek: 39)
- ND 281 B (Stránek: 65)
- ND 231 B (Stránek: 56)
- ND 221 B (Stránek: 45)
- ND 550 (Stránek: 8)
- NDP 560 (Stránek: 10)
- ND 523 (Stránek: 95)
- ND 570 (Stránek: 8)
- ND 750 (Stránek: 47)
- ND 760 (Stránek: 72)
- ND 770 (Stránek: 41)
- ND 780 (Stránek: 125)
- NDP 960 (Stránek: 68)
- ND 970 (Stránek: 47)
- ND 1200 (Stránek: 141)
- ND 1200R (Stránek: 96)
- PT 855 for Milling (Stránek: 114)
- PT 855 for Turning (Stránek: 87)
- PT 880 (Stránek: 151)
- SW 68894x-02 (Stránek: 621)
- SW 68894x-02 DIN Programming (Stránek: 607)
- SW 54843x-03 (Stránek: 651)
- SW 68894x-03 DIN Programming (Stránek: 616)
- SW 68894x-03 (Stránek: 650)
- MANUALplus 4110 (Stránek: 550)
- MANUALplus 4110 Pilot (Stránek: 112)
- CNC Pilot 4290 V7.1 (Stránek: 725)
- CNC Pilot 4290 V7.1 Description of B and Y axes (Stránek: 117)
- CNC Pilot 4290 (Stránek: 480)
- CNC Pilot 4290 Pilot (Stránek: 94)
- CNC Pilot 4290 Description of the Y axis (Stránek: 64)
- TNC 310 (286 040) (Stránek: 205)
- TNC 128 (77184x-02) (Stránek: 508)
- TNC 128 (77184x-01) (Stránek: 505)
- NC 124 (Stránek: 122)
- TNC 310 (286 140) (Stránek: 250)
- TNC 310 (286 140) Pilot (Stránek: 60)
- TNC 320 (340 551-01) (Stránek: 465)
- TNC 320 (340 551-02) (Stránek: 488)
- TNC 320 (340 55x-03) (Stránek: 523)
- TNC 620 (340 56x-01) Touch Probe Cycles (Stránek: 163)
- TNC 320 (340 55x-04) (Stránek: 493)
- TNC 320 (340 55x-04) Cycle programming (Stránek: 437)