Tangenciáln naj žděn a odj žděn, 3 najet a opuštěn obrysu – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 172
172
6 Programován : programován obrysů
6.3 Najet a opuštěn obrysu
Společný výchoz a koncový bod
Pro společný výchoz a koncový bod neprogramujte žádnou korekci
rádiusu.
Vyloučen poškozen obrysu: optimáln výchoz bod lež mezi
prodlouženou dráhou nástroje pro obráběn prvn ho a posledn ho
prvku obrysu.
Př klad
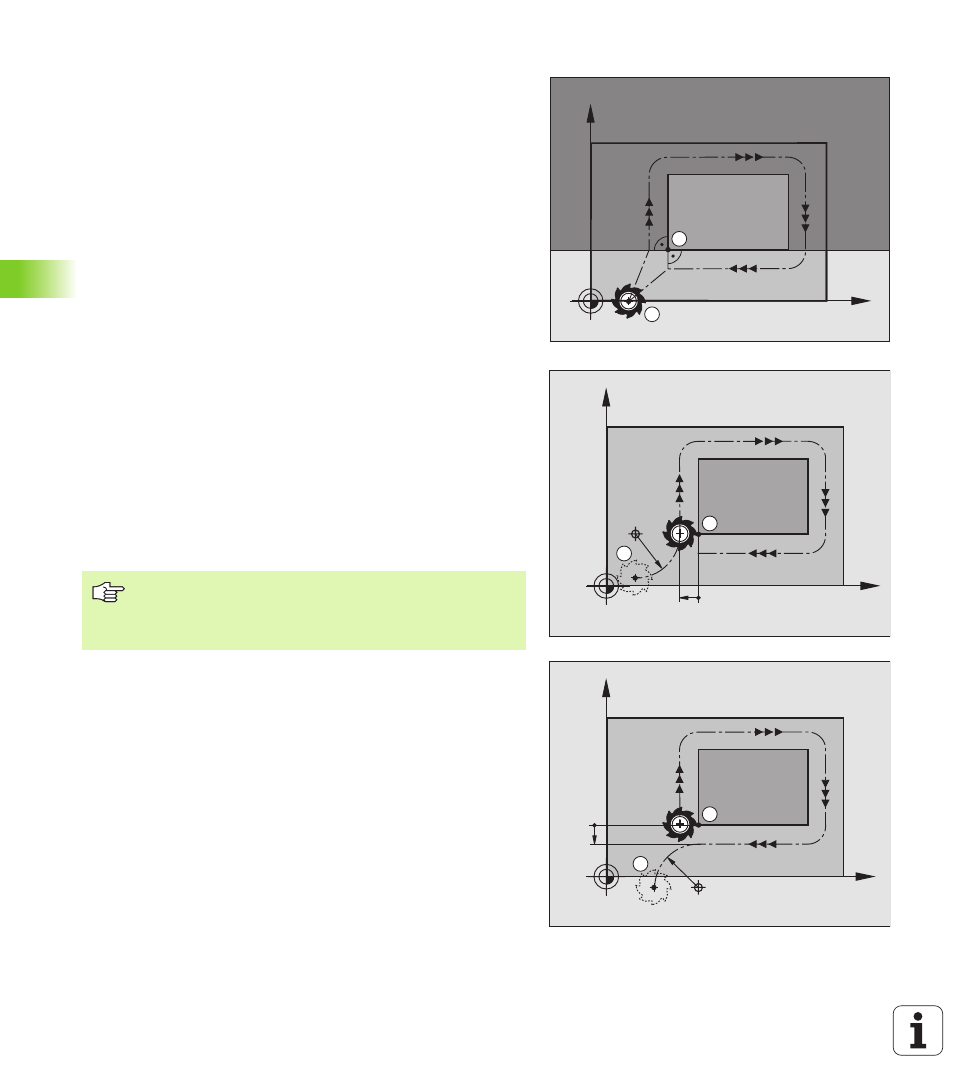
Obrázek vpravo nahoře: pokud stanov te koncový bod ve šrafované
oblasti, pak se obrys při najet na prvn bod obrysu poškod .
Tangenciáln naj žděn a odj žděn
Pomoc funkce G26 (obrázek vpravo uprostřed) můžete k obrobku
tangenciálně naj ždět a funkc G27 (obrázek vpravo dole) můžete od
obrobku tangenciálně odj ždět. T m zabrán te škrábancům od frézy.
Výchoz a koncový bod
Výchoz a koncový bod lež bl zko prvn ho, př padně posledn ho,
bodu obrysu mimo obrobku a mus se naprogramovat bez korekce
rádiusu.
Najet
U
U
U
U
G26 zadejte za blokem, kde je naprogramován prvn bod obrysu:
to je prvn blok s korekc rádiusu G41/G42.
Odjet
U
U
U
U
G27 zadejte za blokem, kde je naprogramován posledn bod
obrysu: to je posledn blok s korekc rádiusu G41/G42.
X
Y
A
E
Rádius G26 a G27 mus te zvolit tak, aby mohl TNC
vykonat kruhovou dráhu mezi výchoz m bodem a prvn m
bodem obrysu a také mezi posledn m bodem obrysu a
koncovým bodem.
X
Y
A
R
S
G41
G40
X
Y
G41
G40
E
R
B