HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 253
HEIDENHAIN iTNC 530
253
8.3 Cykly k vrtán, ř
e
zán vnitřnch závitů a frézován závitů
U
U
U
U
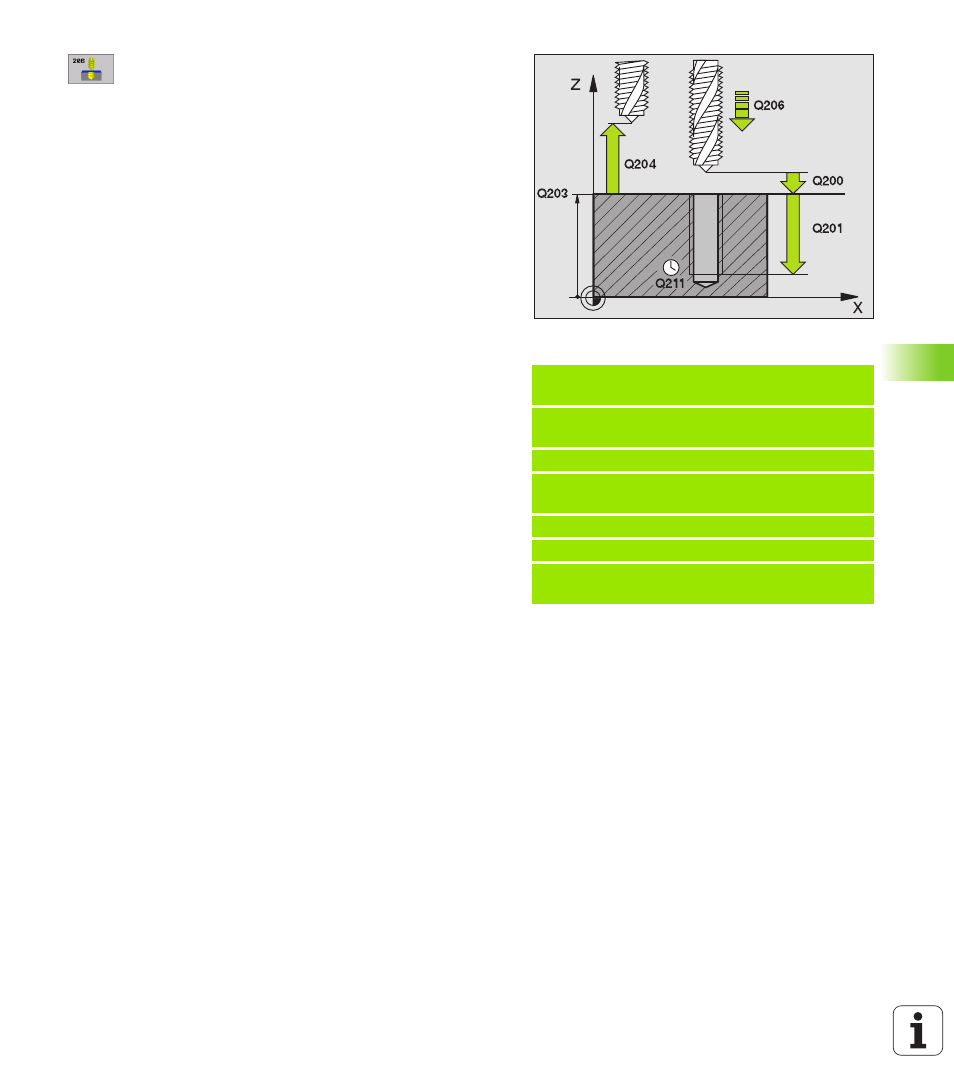
Bezpečnostn vzdálenost Q200 (inkrementálně):
vzdálenost hrotu nástroje (startovn poloha) –
povrch obrobku; směrná hodnota: 4x stoupán
závitu
U
U
U
U
Hloubka vrtán Q201 (délka závitu, inkrementálně):
vzdálenost povrchu obrobku – konce závitu.
U
U
U
U
Posuv F Q206: pojezdová rychlost nástroje při vrtán
závitu.
U
U
U
U
Časová prodleva dole Q211: zadejte hodnotu mezi
0 a 0,5 sekundy, aby se zabránilo zakl něn nástroje
při návratu.
U
U
U
U
Souřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku.
U
U
U
U
2. bezpečnostn vzdálenost Q204
(inkrementálně): souřadnice osy vřetena, v n ž
nemůže doj t ke kolizi mezi nástrojem a obrobkem
(up nadly).
Stanoven posuvu: F = S x p
Vyjet nástroje při přerušen programu
Stisknete li během vrtán závitu extern tlač tko STOP, zobraz TNC
softklávesu, jej ž pomoc můžete vyjet nástrojem ze závitu.
Př klad: NC bloky
N250 G206 NOVÉ ŘEZÁNÍ VNITŘNÍCH
ZÁVITŮ
Q200=2
;BEZPEČNOSTNÍ
VZDÁLENOST
Q201= 20 ;HLOUBKA
Q206=150 ;POSUV PŘÍSUVU DO
HLOUBKY
Q211=0.25 ;ČASOVÁ PRODLEVA DOLE
Q203=+25 ;SOUŘADNICE POVRCHU
Q204=50 ;2. BEZPEČNOSTNÍ
VZDÁLENOST
F: posuv (mm/min)
S: otáčky vřetena (1/min)
p: stoupán závitu (mm)