5 přdavné funkce pr o r otačn osy – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 216
216
7 Programován : Př davné funkce
7.5 Přdavné funkce pr
o
r
otačn osy
Zachován polohy hrotu nástroje při polohován
naklápěc ch os (TCPM*): M128 (volitelný
software 2)
Standardn chován
TNC naj žd nástrojem na polohy definované v programu obráběn .
Změn li se v programu poloha naklápěc osy, pak se mus takto
vzniklé přesazen v lineárn ch osách vypoč tat a najet na ně v
polohovac m bloku (viz obrázek u M114).
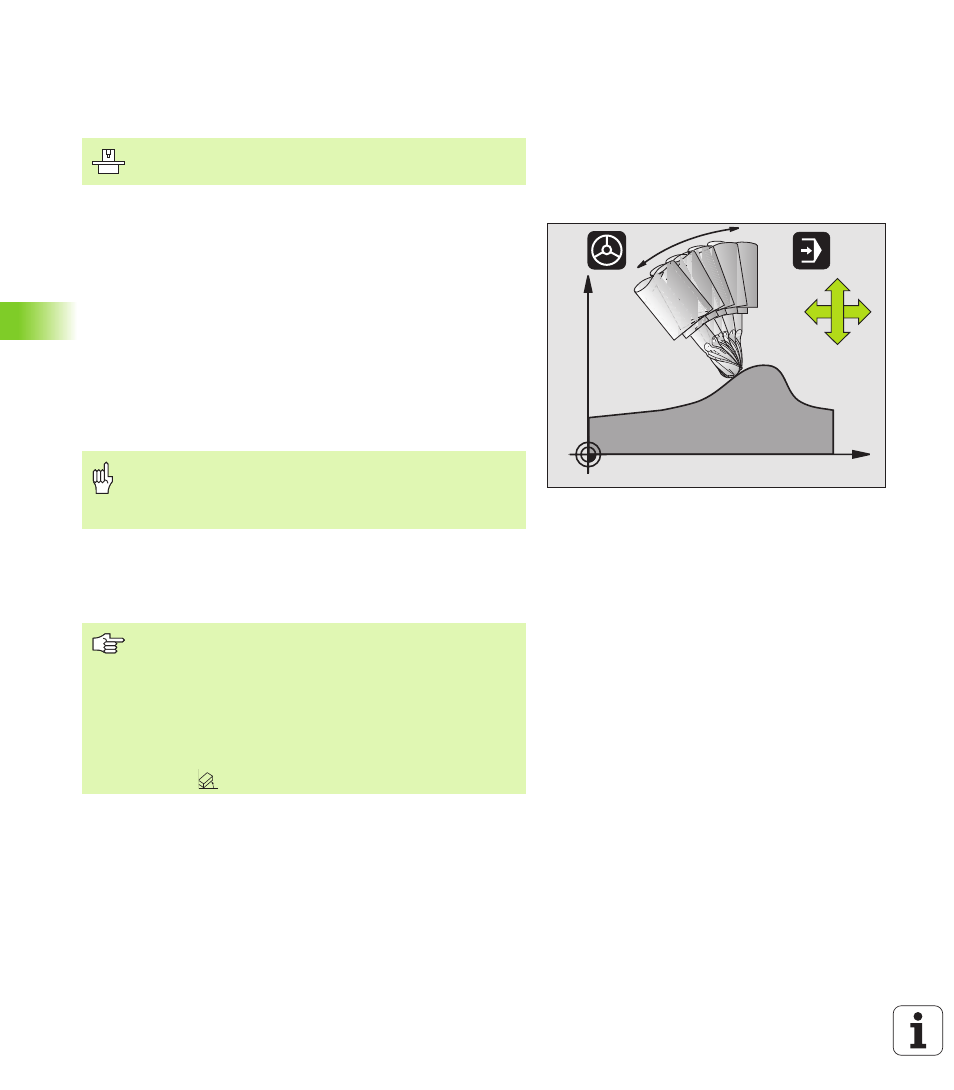
Chován s M128
Změn li se v programu poloha některé ř zené naklápěc osy, pak
zůstane během procesu naklápěn poloha hrotu nástroje oproti
obrobku nezměněna.
Použijte M128 ve spojen s M118, chcete li během prováděn
programu změnit polohu naklápěc osy ručn m kolečkem. Proložené
polohován ručn m kolečkem se při aktivn M128 uskutečn v pevném
strojn m souřadném systému.
Za M128 můžete zadat ještě posuv, j mž TNC provede kompenzačn
pohyby v lineárn ch osách. Nezadáte li žádný posuv nebo zadáte
posuv větš než jaký je definován ve strojn m parametru 7471, je
účinný posuv ze strojn ho parametru 7471.
M128 u naklápěc ch stolů
Programujete li při aktivn M128 pohyb naklápěc ho stolu, pak TNC
př slušně natoč souřadný systém. Natoč te li např klad osu C o 90°
(polohován m nebo posunut m nulového bodu) a pak
naprogramujete pohyb v ose X, pak TNC provede pohyb ve strojn
ose Y.
TNC rovněž transformuje vztažný bod, který se pohybem otočného
stolu přesune.
Geometrie stroje mus být definována výrobcem stroje ve
strojn ch parametrech 7510 a následuj c ch.
U naklápěc ch os s Hirthovým ozuben m: polohu
naklápěc osy měňte pouze tehdy, když jste odjeli
nástrojem. Jinak by mohlo při vyj žděn z ozuben doj t k
poškozen obrysu.
Před polohován m s M91 nebo M92 a před blokem T:
zrušit M128.
Aby se zabránilo poškozen obrysu, sm te s M128 použ t
jen rádiusovou frézu.
Délka nástroje se mus vztahovat ke středu koule
rádiusové frézy.
Je li M128 aktivn , zobraz TNC v indikaci stavu
symbol
.
X
Z
B
Z
X