4 cykly k frézován kapes, ostrůvků (čepů) a drážek – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 315
HEIDENHAIN iTNC 530
315
8.4 Cykly k frézován kapes, ostrůvků (čepů) a drážek
U
U
U
U
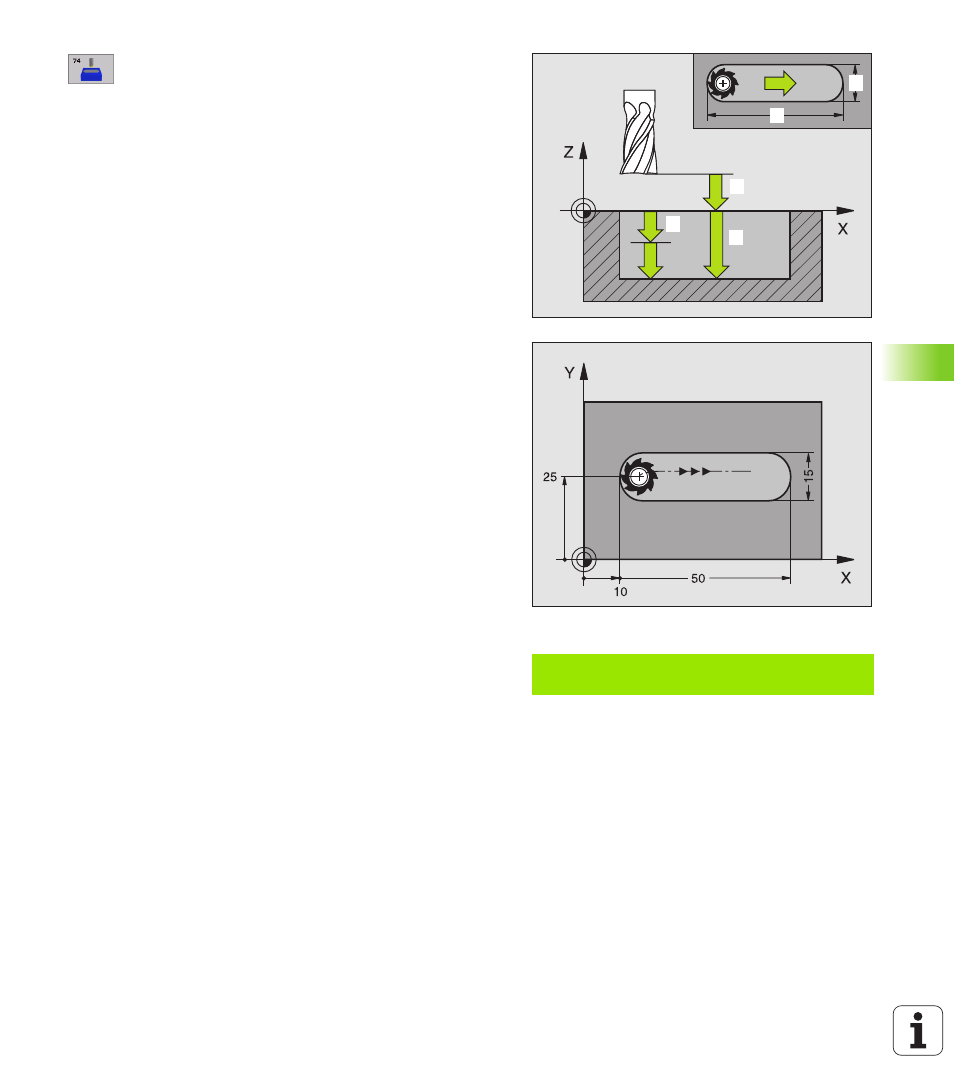
Bezpečnostn vzdálenost
1
(inkrementálně):
vzdálenost hrot nástroje (poloha startu) – povrch
obrobku.
U
U
U
U
Hloubka frézován
2
(inkrementálně): vzdálenost
povrchu obrobku – dna kapsy.
U
U
U
U
Hloubka př suvu
3
(inkrementálně): rozměr, o nějž
se nástroj pokaždé přisune; TNC najede na hloubku
v jediné operaci, když:
n
hloubka př suvu a konečná hloubka jsou stejné;
n
hloubka př suvu je větš než konečná hloubka.
U
U
U
U
Posuv př suvu do hloubky: pojezdová rychlost při
zapichován .
U
U
U
U
1. délka strany
4
: délka drážky; 1. směr řezu se
definuje znaménkem.
U
U
U
U
2. délka strany
5
: š řka drážky.
U
U
U
U
Posuv F: pojezdová rychlost nástroje v rovině
obráběn .
Př klad: NC bloky
N44 G74 P01 2 P02 20 P0 5 P04 100
P05 X+80 P06 Y+12 P07 275 *
12
13
14
15
1