4 cykly k frézován kapes, ostrůvků (čepů) a drážek – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 288
288
8 Programován : cykly
8.4 Cykly k frézován kapes, ostrůvků (čepů) a drážek
U
U
U
U
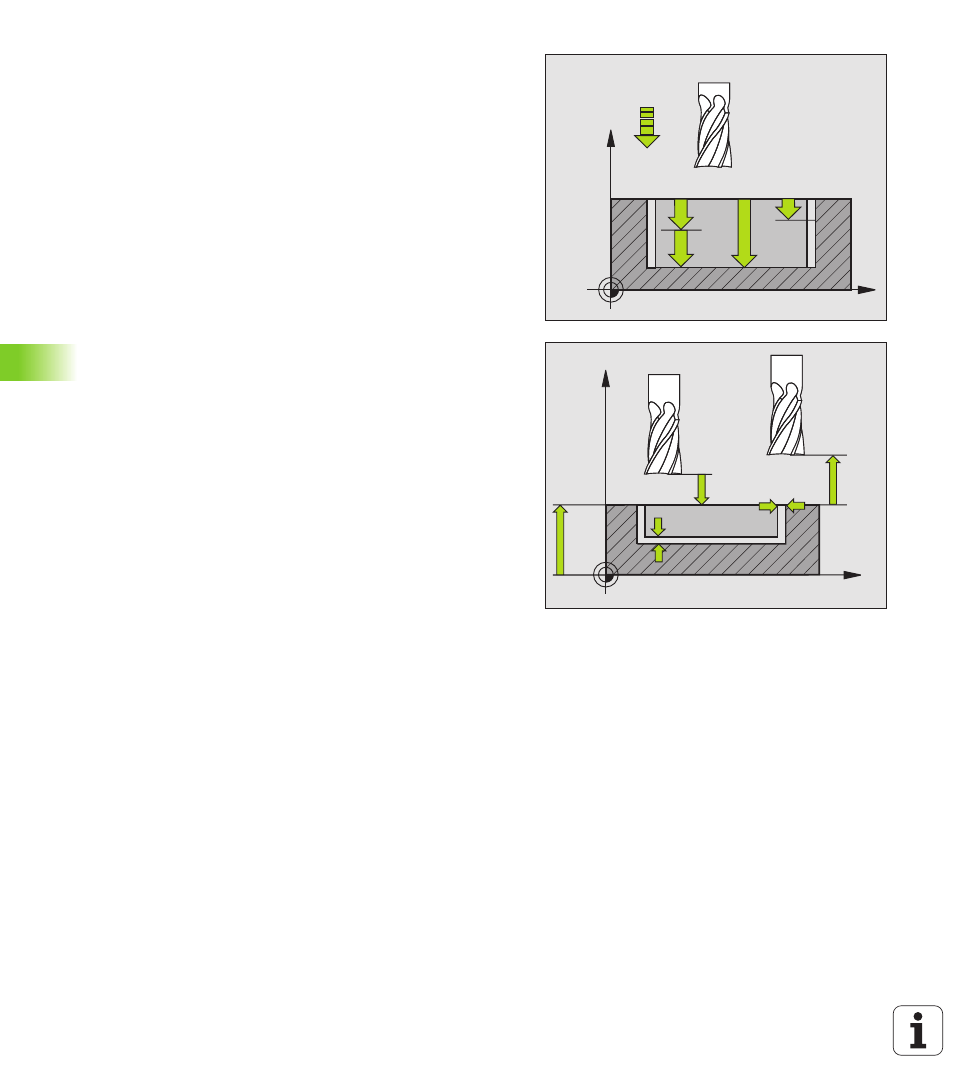
Hloubka Q201 (inkrementálně): vzdálenost povrchu
obrobku – dna kapsy.
U
U
U
U
Hloubka př suvu Q202 (inkrementálně): rozměr, o
nějž se nástroj pokaždé přisune; zadejte hodnotu
větš než 0.
U
U
U
U
Př davek načisto pro hloubku Q369
(inkrementálně): př davek na dokončován pro dno.
U
U
U
U
Posuv př suvu do hloubky Q206: pojezdová
rychlost nástroje při pohybu na danou hloubku v
mm/min.
U
U
U
U
Př suv při dokončován Q338 (inkrementálně):
rozměr, o který se nástroj v ose vřetena přisune při
dokončován . Q338=0: dokončen jedn m př suvem
U
U
U
U
Bezpečnostn vzdálenost Q200 (inkrementálně):
vzdálenost mezi čelem nástroje a povrchem
obrobku.
U
U
U
U
Souřadnice povrchu obrobku Q203 (absolutně):
absolutn souřadnice povrchu obrobku.
U
U
U
U
2. bezpečnostn vzdálenost Q204
(inkrementálně): souřadnice osy vřetena, v n ž
nemůže doj t ke kolizi mezi nástrojem a obrobkem
(up nadly).
X
Z
Q201
Q206
Q202
Q338
X
Z
Q200
Q204
Q203
Q369
Q368