Zpracování 3d dat (cyklus g60), Cyklus, Softklávesa – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 372: 9 cykly pr o plošné frézován (řádkován)
372
8 Programován : cykly
8.9 Cykly pr
o
plošné frézován (řádkován)
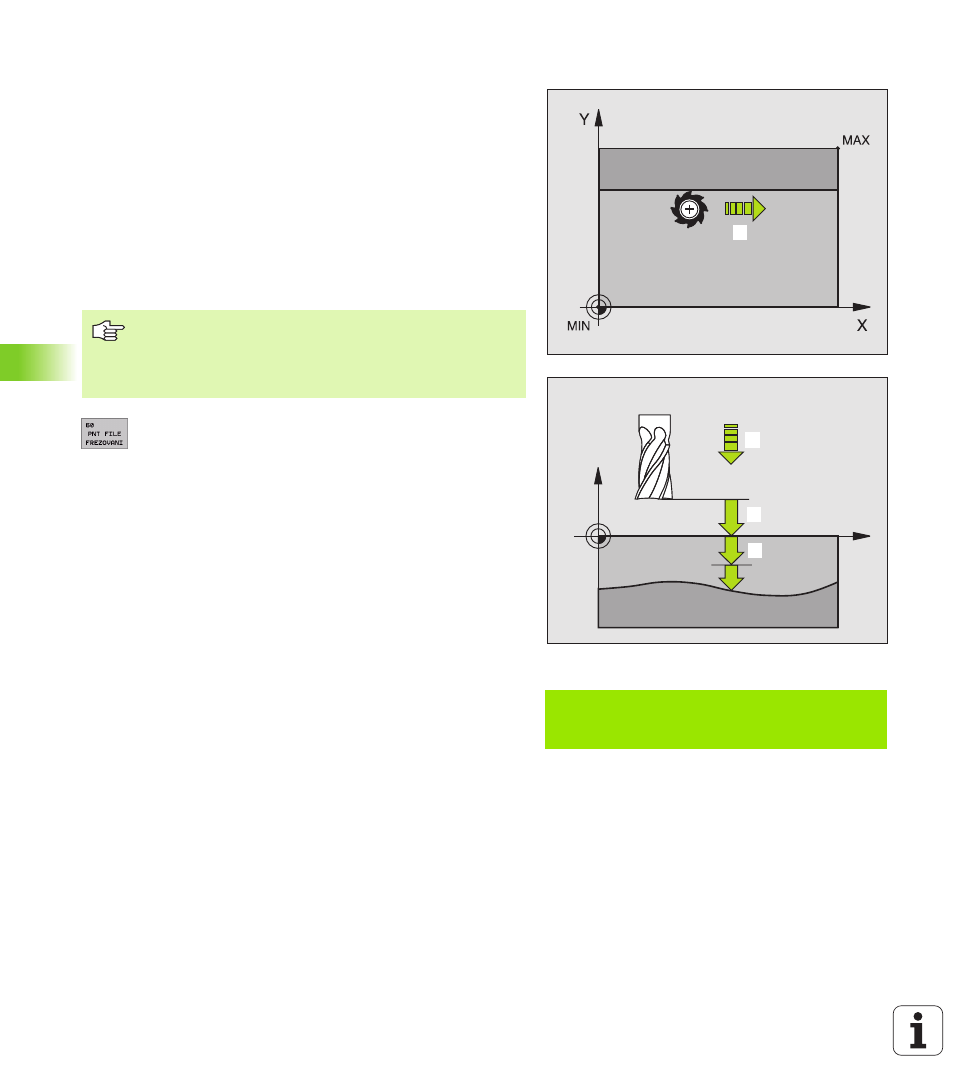
ZPRACOVÁNÍ 3D DAT (cyklus G60)
1
TNC napolohuje nástroj rychloposuvem z aktuáln polohy v ose
vřetena na bezpečnostn vzdálenost nad MAX bod,
naprogramovaný v cyklu.
2
Potom TNC přejede nástrojem rychloposuvem v rovině obráběn
na bod MIN, naprogramovaný v cyklu.
3
Odtud odjede nástrojem posuvem př suvu do hloubky na prvn
bod obrysu.
4
Potom TNC obrob všechny body uložené v souboru 3D dat
posuvem pro frézován ; je li třeba, odj žd TNC podle okolnost na
bezpečnostn vzdálenost, aby se přeskočily neobrobené oblasti.
5
Na konci odjede TNC nástrojem s rychloposuvem zpět do
bezpečnostn vzdálenosti.
U
U
U
U
Název souboru 3D dat: zadejte název souboru,
kde jsou uložena data ke zpracován ; pokud se
soubor nenacház v aktuáln m adresáři, pak zadejte
kompletn cestu k souboru.
U
U
U
U
Oblast bodu MIN: minimáln bod oblasti
(souřadnice X, Y a Z), v n ž se má frézovat.
U
U
U
U
MAX bod oblasti: maximáln bod (souřadnice X, Y a
Z) oblasti, v n ž se má frézovat.
U
U
U
U
Bezpečnostn vzdálenost
1
(inkrementálně):
vzdálenost mezi hrotem nástroje a povrchem
obrobku při pohybech rychloposuvem.
U
U
U
U
Hloubka př suvu
2
(inkrementálně): rozměr, o který
je nástroj pokaždé přisunut.
U
U
U
U
Posuv do hloubky
3
: pojezdová rychlost nástroje při
zanořován do obrobku v mm/min.
U
U
U
U
Posuv při frézován
4
: pojezdová rychlost nástroje
při frézován v mm/min.
U
U
U
U
Př davná funkce M: volitelné zadán př davné
funkce, např klad M13.
Př klad: NC bloky
N64 G60 P01 BSP.I P01 X+0 P02 Y+0
P03 Z 20 P04 X+100 P05 Y+100 P06 Z+0
P07 2 P08 +5 P09 100 P10 350 M13 *
14
X
Z
11
13
12
Před programován m dbejte na tyto body:
Cyklem G60 můžete zpracovávat 3D data ve v ce
př suvech, které byly připraveny extern m
programovaným systémem.