Pravidelná plocha (cyklus g231), Pro kosoúhlé, skloněné a do sebe vkl něné plochy, 9 cykly pr o plošné frézován (řádkován) – HEIDENHAIN iTNC 530 (340 422) ISO programming Uživatelská příručka
Stránka 375
HEIDENHAIN iTNC 530
375
8.9 Cykly pr
o
plošné frézován (řádkován)
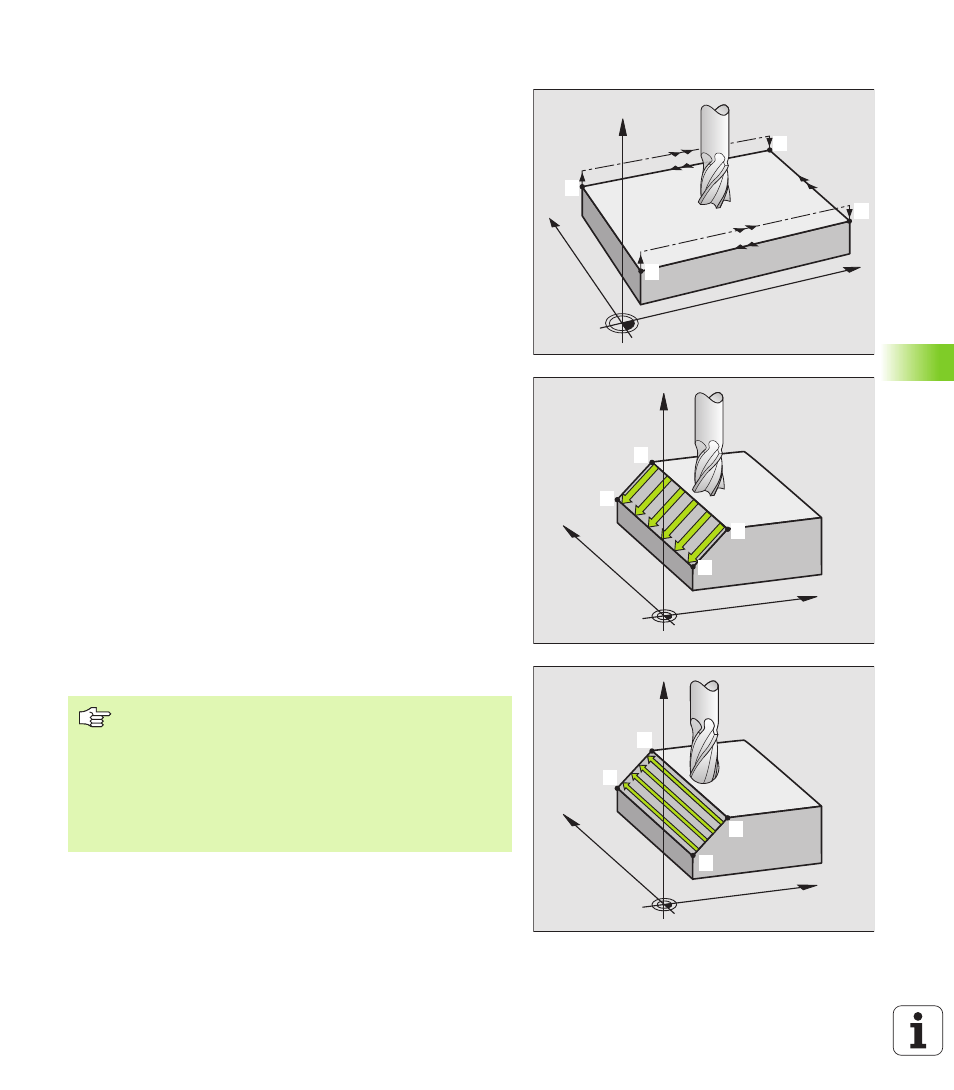
PRAVIDELNÁ PLOCHA (cyklus G231)
1
TNC napolohuje nástroj z aktuáln polohy 3D př mkovým
pohybem do bodu startu
1
2
Potom nástroj přej žd programovaným posuvem pro frézován
do koncového bodu
2
.
3
Tam TNC přejede nástrojem rychloposuvem o průměr nástroje v
kladném směru osy vřetena a pak zase zpět do bodu startu
1
.
4
V bodu startu
1
přejede TNC nástrojem opět na naposledy
najetou hodnotu Z.
5
Potom TNC přesad nástroj ve všech třech osách z bodu
1
ve
směru k bodu
4
na dalš řádek.
6
Potom přejede TNC nástrojem do koncového bodu tohoto řádku.
Tento koncový bod TNC vypočte z bodu
2
a přesazen ve směru k
bodu
3
.
7
Toto řádkován se opakuje, až je zadaná plocha úplně obrobena.
8
Na konci TNC napolohuje nástroj o průměr nástroje nad nejvyšš
zadaný bod v ose vřetena.
Veden řezu
Bod startu a t m i směr frézován jsou libovolně volitelné, protože TNC
vede jednotlivé řezy zásadně z bodu
1
do bodu
2
a celý proces
prob há z bodu
1
/
2
do bodu
3
/
4
. Bod
1
můžete um stit na kterýkoli
roh obráběné plochy.
Při použit stopkových fréz můžete jakost povrchu zoptimalizovat:
n
Tlačeným řezem (souřadnice bodu
1
v ose vřetena je větš než
souřadnice bodu
2
v ose vřetena) u málo nakloněných ploch.
n
Taženým řezem (souřadnice bodu
1
v ose vřetena je menš než
souřadnice bodu
2
v ose vřetena) u silně nakloněných ploch.
n
U dvoustranně zešikmených ploch určete směr hlavn ho pohybu (z
bodu
1
do bodu
2
) do směru větš ho sklonu.
Při použit kulových fréz můžete jakost povrchu zoptimalizovat:
n
U dvoustranně zešikmených ploch určete směr hlavn ho pohybu (z
bodu
1
do bodu
2
) kolmo ke směru větš ho sklonu.
X
Y
Z
11
14
13
12
X
Y
Z
11
12
13
14
X
Y
Z
11
14
12
13
Před programován m dbejte na tyto body:
TNC napolohuje nástroj z aktuáln polohy 3D př mkovým
pohybem do bodu startu
1
. Nástroj předpolohujte tak,
aby nemohlo doj t ke kolizi s obrobkem nebo s up nkami.
TNC přej žd nástrojem s korekc rádiusu G40 mezi
zadanými polohami.
Př padný cyklus vyžaduje frézu s čeln mi zuby (DIN 844).