6 frézování závitu (cyklus 262, din/iso: g262), Provádění cyklu, Frézování závitu (cyklus 262, din/iso: g262) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 117
FRÉZOVÁNÍ ZÁVITU (cyklus 262, DIN/ISO: G262)
4.6
4
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
117
4.6
FRÉZOVÁNÍ ZÁVITU (cyklus 262,
DIN/ISO: G262)
Provádění cyklu
1 TNC napolohuje nástroj v ose vřetena rychloposuvem FMAX do
zadané bezpečné vzdálenosti nad povrchem obrobku
2 Nástroj jede programovaným posuvem pro předpolohování do
roviny startu, která vyplývá ze znaménka stoupání závitu, druhu
frézování a počtu dalších chodů pro přesazování.
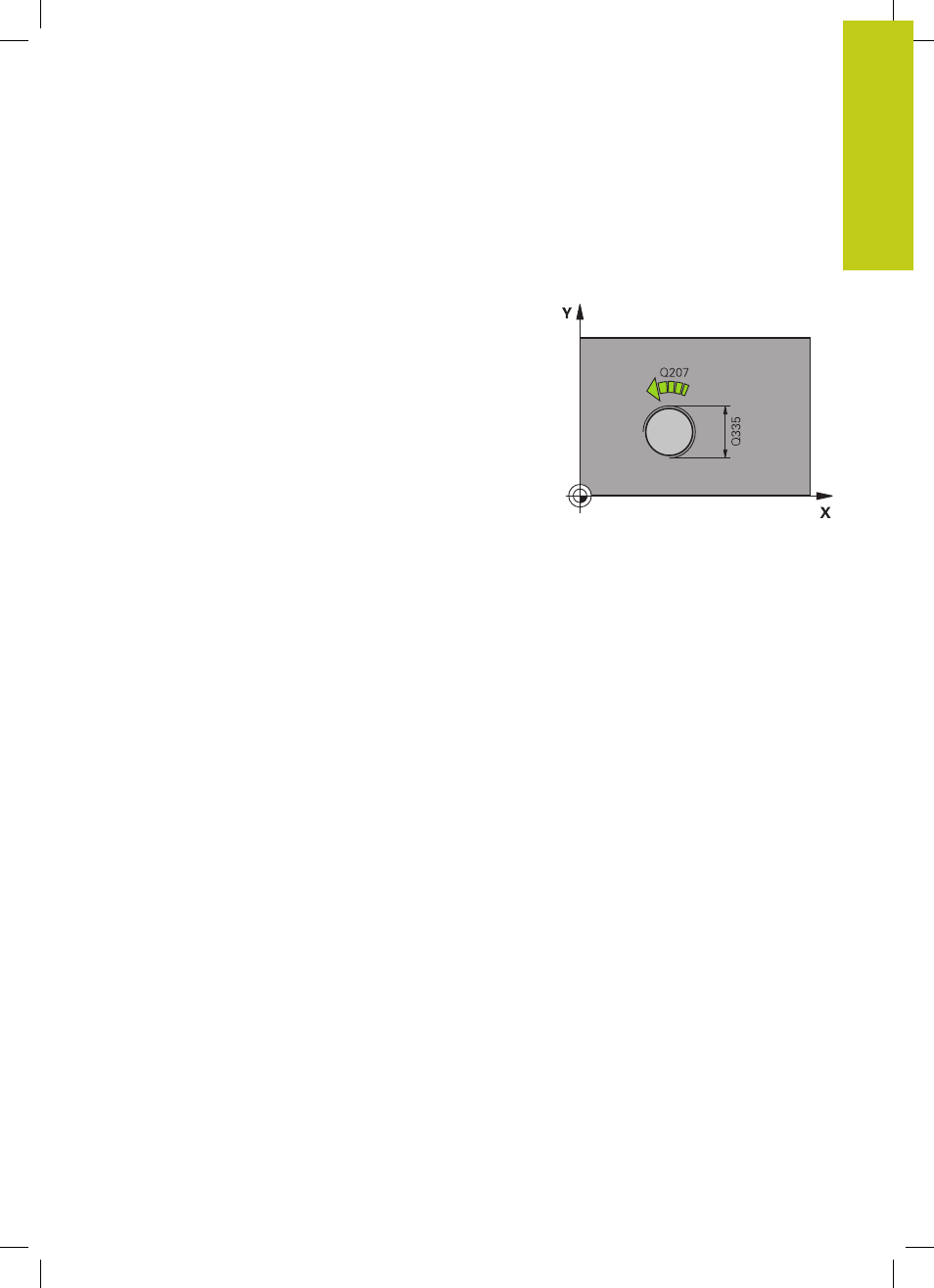
3 Potom najede nástroj tangenciálně šroubovitým pohybem na
jmenovitý průměr závitu. Přitom se vykoná před šroubovicovým
nájezdem ještě vyrovnávací pohyb v ose nástroje, aby dráha
závitu začala v naprogramované rovině startu
4 V závislosti na parametru postupného přesazování frézuje
nástroj závit jedním, několika přesazenými nebo jedním
kontinuálním pohybem po šroubovici.
5 Potom nástroj odjede tangenciálně od obrysu zpět do bodu
startu v rovině obrábění.
6 Na konci cyklu odjede TNC nástrojem rychloposuvem
na bezpečnou vzdálenost nebo – pokud je zadaná – na
2. bezpečnou vzdálenost