Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 196
Obráběcí cykly: Obrysová kapsa
7.4
OBRYSOVÁ DATA (cyklus 20, DIN/ISO: G120)
7
196
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
Parametry cyklu
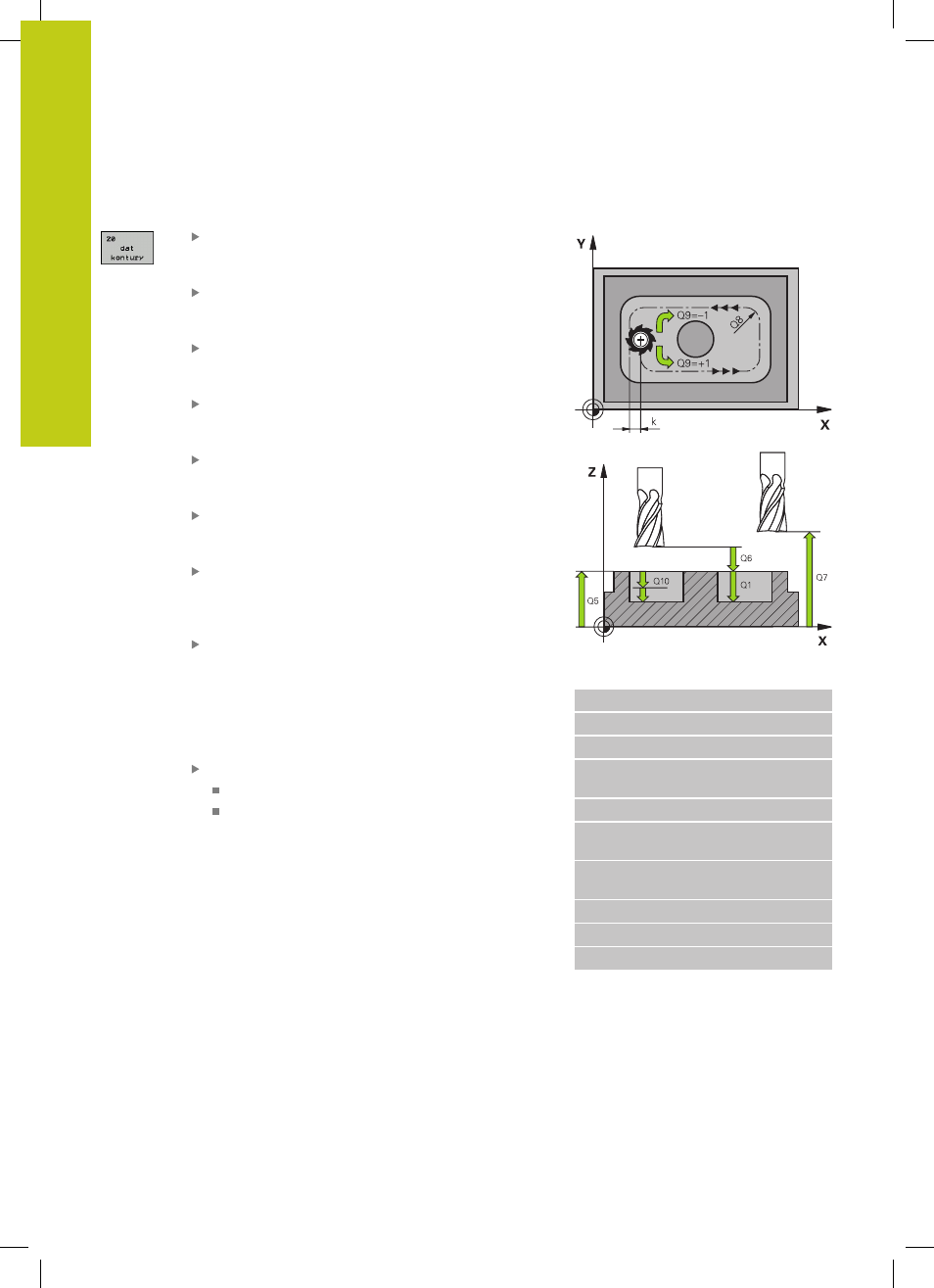
Hloubka frézování
Q1 (inkrementálně): vzdálenost
mezi povrchem obrobku – dnem kapsy. Rozsah
zadávání -99 999,9999 až 99 999,9999
Překrytí dráhy
koeficient Q2: Q2 x rádius nástroje
udává stranový přísuv k. Rozsah zadávání -0.0001
až 1,9999
Přídavek na dokončení stěny
Q3 (inkrementálně):
přídavek na dokončení v rovině obrábění. Rozsah
zadávání -99 999,9999 až 99 999,9999
Přídavek na dokončení dna
Q4 (inkrementálně):
přídavek na dokončení pro dno. Rozsah zadávání
-99 999,9999 až 99 999,9999
Souřadnice povrchu obrobku
Q5 (absolutně):
absolutní souřadnice povrchu obrobku. Rozsah
zadávání -99 999,9999 až 99 999,9999
Bezpečná vzdálenost
Q6 (inkrementálně):
vzdálenost mezi čelem nástroje a povrchem
obrobku. Rozsah zadávání 0 až 99 999,9999
Bezpečná výška
Q7 (absolutně): absolutní výška,
v níž nemůže dojít ke kolizi s obrobkem (pro
mezipolohování a návrat na konci cyklu). Rozsah
zadávání -99 999,9999 až 99 999,9999
Vnitřní rádius zaoblení
Q8: rádius zaoblení
vnitřních „rohů“; zadaná hodnota se vztahuje na
dráhu středu nástroje a používá se k dosažení
měkčího pojezdu mezi prvky obrysu.
Q8 není
rádius, který TNC vloží jako samostatný prvek
obrysu mezi programované prvky!
Rozsah
zadávání 0 až 99 999,9999
Smysl otáčení?
Q9: směr obrábění pro kapsy
Q9 = -1 nesousledně pro kapsu a ostrůvek
Q9 = +1 sousledně pro kapsu a ostrůvek
Při přerušení programu můžete parametry obrábění překontrolovat a
případně přepsat.
NC-bloky
57 CYCL DEF 20 OBRYSOVÁ DATA
Q1=-20
;HLOUBKA FRÉZOVÁNÍ
Q2=1
;PŘEKRYTÍ DRÁHY
Q3=+0.2
;PŘÍDAVEK PRO
STRANU
Q4=+0.1
;PŘÍDAVEK PRO DNO
Q5=+30
;SOUŘADNICE
POVRCHU
Q6=2
;BEZPEČNÁ
VZDÁLENOST
Q7=+80
;BEZPEČNÁ VÝŠKA
Q8=0.5
;RÁDIUS ZAOBLENI
Q9=+1
;SMYSL OTÁČENÍ