Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 346
Cykly: soustružení
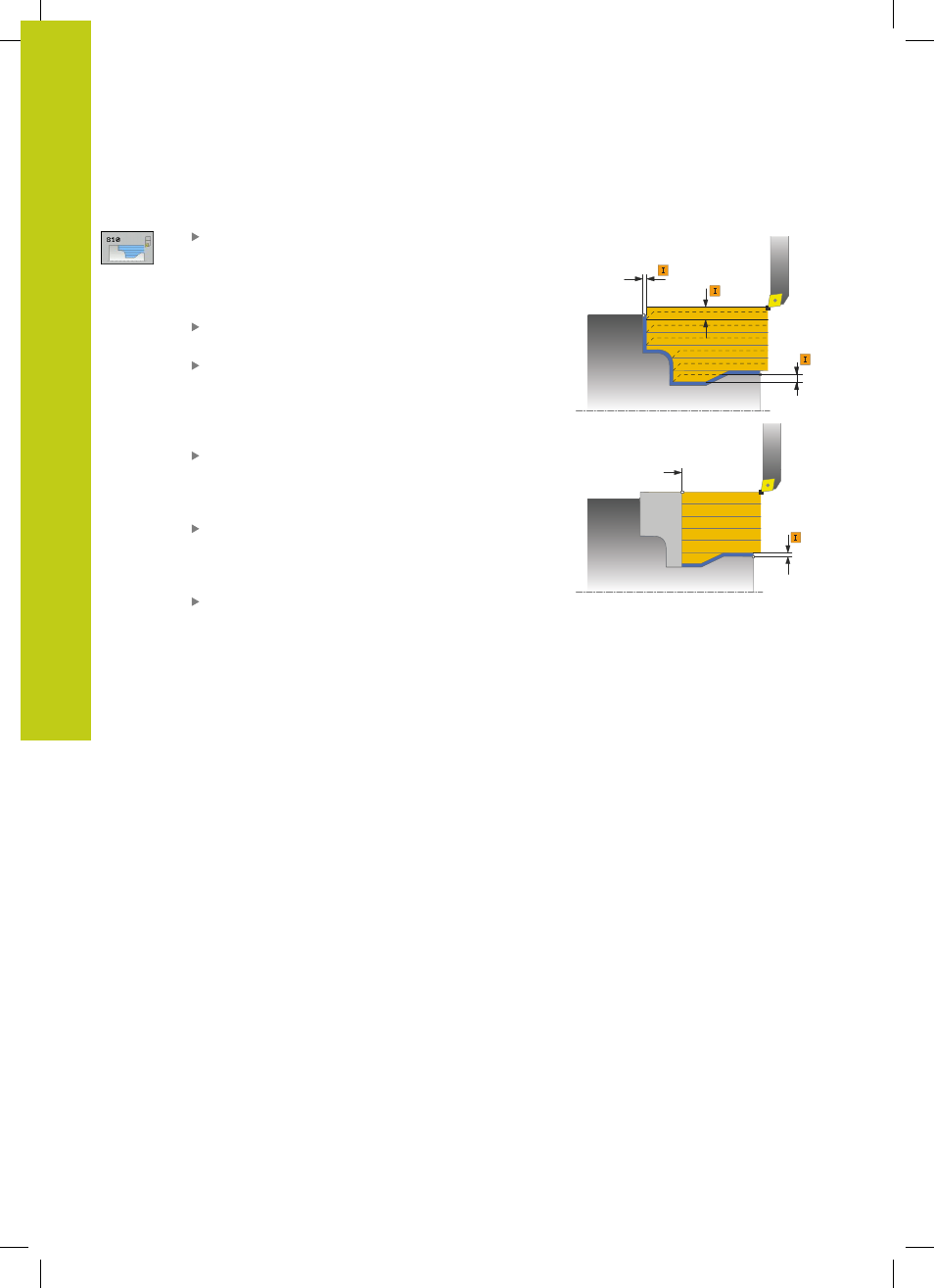
12.9 AXIÁLNÍ SOUSTRUŽENÍ OBRYSU
(cyklus 810, DIN/ISO: G810)
12
346
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
Parametry cyklu
Druh obrábění
Q215: Definování rozsahu obrábění:
0
: Hrubování a dokončování
1
: Jen hrubování
2
: Pouze obrábění načisto na konečný rozměr
3
: Pouze obrábění načisto na přídavek
Bezpečná vzdálenost
Q460 (přírůstkově):
Vzdálenost pro odjezd a předpolohování.
Obrácení obrysu
Q499: určení směru obrábění
obrysu:
0
: obrys se zpracuje v naprogramovaném směru
1
: obrys se zpracuje proti naprogramovanému
směru
Maximální hloubka řezu
Q463: Maximální přísuv
(uváděný poloměr) v radiálním směru. Přísuv bude
rozdělen rovnoměrně, aby se zabránilo „klouzavým
řezům“. Rozsah zadávání 0,001 až 999,999
Hrubovací posuv
Q478: Rychlost posuvu při
hrubování. Pokud jste naprogramovali M136
interpretuje TNC posuv v mm na otáčku, bez M136
v milimetrech za minutu.
Přídavek na průměr
Q483 (inkrementálně):
Přídavek na průměr definovaného obrysu
Q460
Q463
Q484
Ø Q483
Q482