Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 290
Cykly: Speciální funkce
11.6 INTERPOLAČNÍ SOUSTRUŽENÍ DOKONČENÍ OBRYSU (cyklus 292,
DIN / ISO: G292, volitelný software 96)
11
290
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
Parametry cyklu
Propojení vřeten (0, 1)
Q560: Určení zda se
provede propojení vřetena.
0
: Vypnout propojení vřetena (frézování obrysu)
1
: Zapnout propojení vřeten (soustružení obrysu)
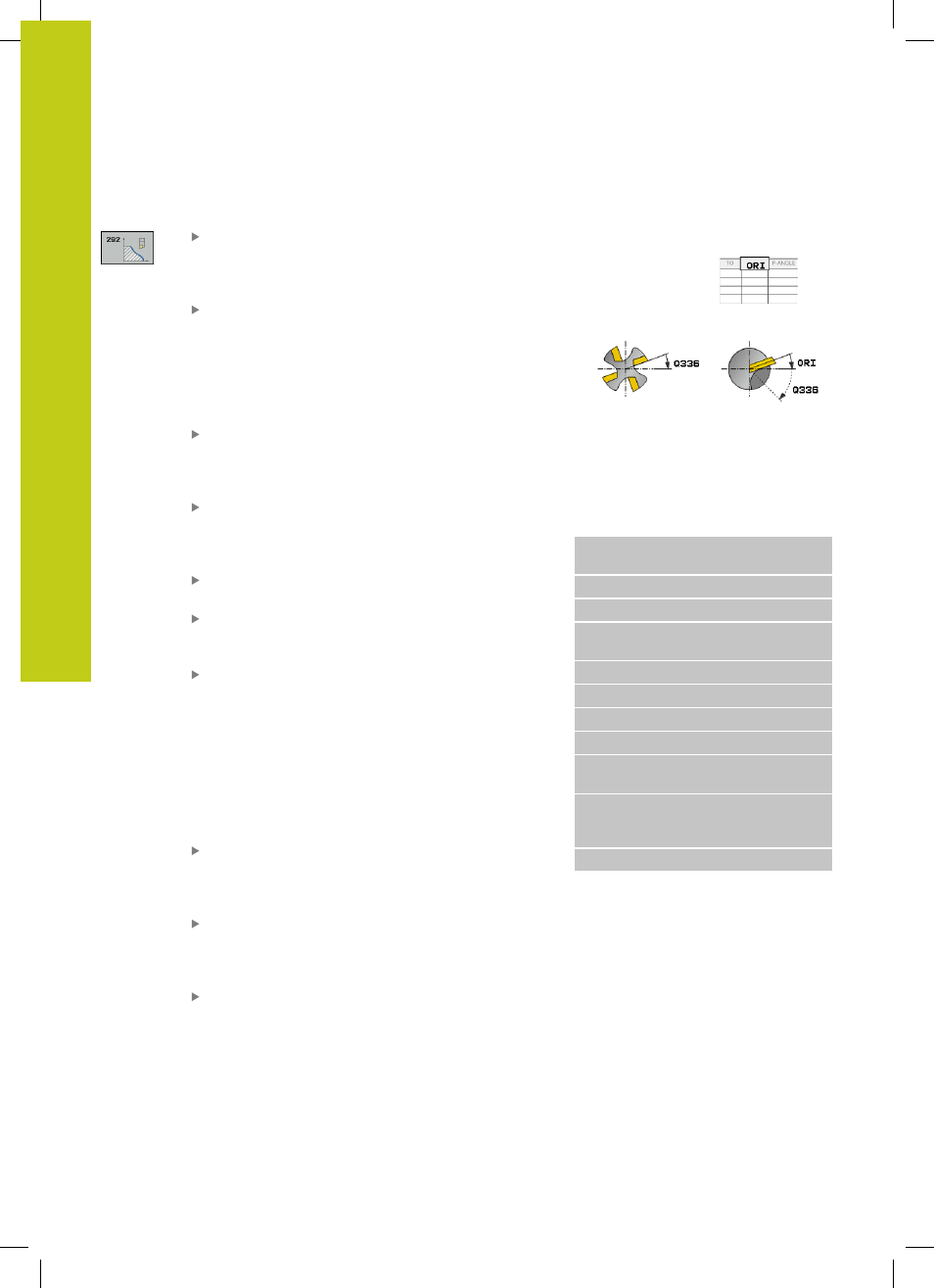
Úhel orientace vřetena
Q336: TNC vyrovná nástroj
před obráběním na tento úhel. Pokud pracujete
s frézovacím nástrojem, vyrovnejte břit tak, aby
směřoval do středu otáčení. Pokud jste definovali
v tabulce nástrojů "ORI", tak bude také zohledněn
při orientaci vřetena. Rozsah zadávání 0,000 až
360,000
Směr otáčení nástroje (3, 4)
Q546: otáčení
vřetena aktivního nástroje:
3
: Nástroj otáčející se vpravo (M3)
4
: Nástroj otáčející se vlevo (M4)
Druh obrábění (+1, 0)
Q529: určení, zda se
provede vnitřní nebo vnější obrábění:
+1
: Vnitřní obrábění
0
: Vnější obrábění
Přídavek na plochu
Q221: Přídavek na dokončení v
rovině obrábění. Rozsah zadávání 0 až 99,9999
Přísuv na otáčku
Q441 (mm/ot): Míra o kterou
TNC přesadí nástroj během jedné otáčky. Rozsah
zadávání 0,001 až 99,999
Posuv
Q449 (mm/min): Posuv vztažený k bodu
startu obrysu Q491. Rozsah zadávání 0,1 až
99999,9. Posuv středu dráhy nástroje je upraven v
závislosti na poloměru nástroje a druhu obrábění
Q529. Z toho vyplývá vámi naprogramovaná řezná
rychlost na průměru bodu startu obrysu.
Q529=1: Posuv dráhy středu nástroje se při vnitřním
obrábění zmenšuje
Q529=0: Posuv dráhy středu nástroje se při vnějším
obrábění zvětšuje
Bod startu obrysu rádius
Q491(Absolutní hodnota):
Rádius bodu startu obrysu (např. souřadnice X při
ose nástroje Z). Rozsah zadávání 0,9999 až 99
999,9999
Bezpečná vzdálenost strany
Q357 (přírůstkově):
Boční vzdálenost nástroje od obrobku během
nájezdu na první hloubku přísuvu Rozsah zadávání
0 až 99999,9
Bezpečná výška
Q445 (absolutně): Absolutní
výška, v níž nemůže dojít ke kolizi mezi nástrojem
a obrobkem; do této polohy odjede nástroj na
konci cyklu. Rozsah zadávání -99 999,9999 až 99
999,9999
NC-bloky
63 CYCL DEF 292 INTERPOLAČNÍ
SOUSTRUŽENÍ OBRYSU NAČISTO
Q560 = 1
;PROPOJIT VŘETENO
Q336=0
;ÚHEL VŘETENA
Q546 = 3
;SMĚR OTÁČENÍ
NÁSTROJE
Q529 = 0
;REŽIM ZPRACOVÁNÍ
Q224=0
;PŘÍDAVEK NA PLOCHY
Q441=0.5
;PŘÍSUV NA OBĚH
Q449=2000
;POSUV
Q491=0
;PRŮMĚR STARTOVNÍHO
BODU OBRYSU
Q357=2
;BEZPEČNÁ
VZDÁLENOST OD
STRANY
Q260=50
;BEZPEČNÁ VÝŠKA