Průběh cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 223
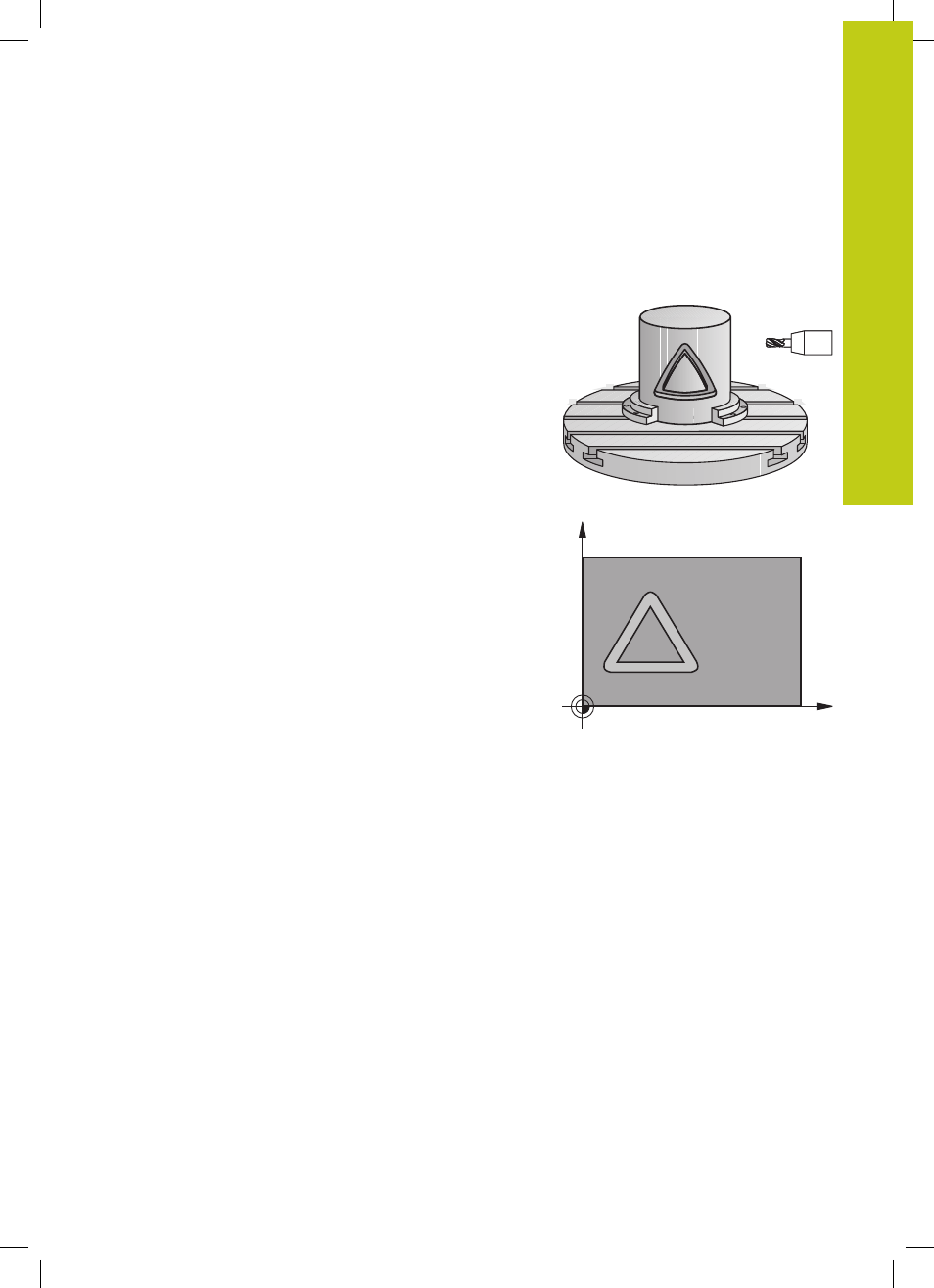
PLÁŠŤ VÁLCE (cyklus 27, DIN/ISO: G127, volitelný software 1)
8.2
8
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
223
8.2
PLÁŠŤ VÁLCE (cyklus 27, DIN/ISO:
G127, volitelný software 1)
Průběh cyklu
Tímto cyklem můžete přenést na plášť válce předtím rozvinutě
definovaný obrys. Chcete-li na válci frézovat vodicí drážky, použijte
cyklus 28.
Obrys popíšete v podprogramu, který určíte cyklem 14 (OBRYS).
V podprogramu popisujete obrys vždy souřadnicemi X a Y,
nezávisle na tom, které rotační osy jsou na vašem stroji k dispozici.
Popis obrysu je tak nezávislý na konfiguraci vašeho stroje. Jako
dráhové funkce máte k dispozici L, CHF, CR, RND a
CT
.
Údaje v úhlové ose (souřadnice X) můžete zadat buď ve stupních
nebo v mm (palcích) (určí se při definici cyklu pomocí Q17).
1 TNC napolohuje nástroj nad bod zápichu; přitom se bere ohled
na přídavek na dokončení stěny.
2 V první hloubce přísuvu frézuje nástroj posuvem pro frézování
Q12 podél programovaného obrysu.
3 Na konci obrysu odjede TNC nástrojem do bezpečné
vzdálenosti a zpět k bodu zápichu.
4 Kroky 1 až 3 se opakují, až se dosáhne naprogramované
hloubky frézování Q1.
5 Potom nástroj odjede do bezpečné vzdálenosti.
Y (Z)
X (C)