Parametry cyklu, Parametry cyklu", stránka 119 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 119
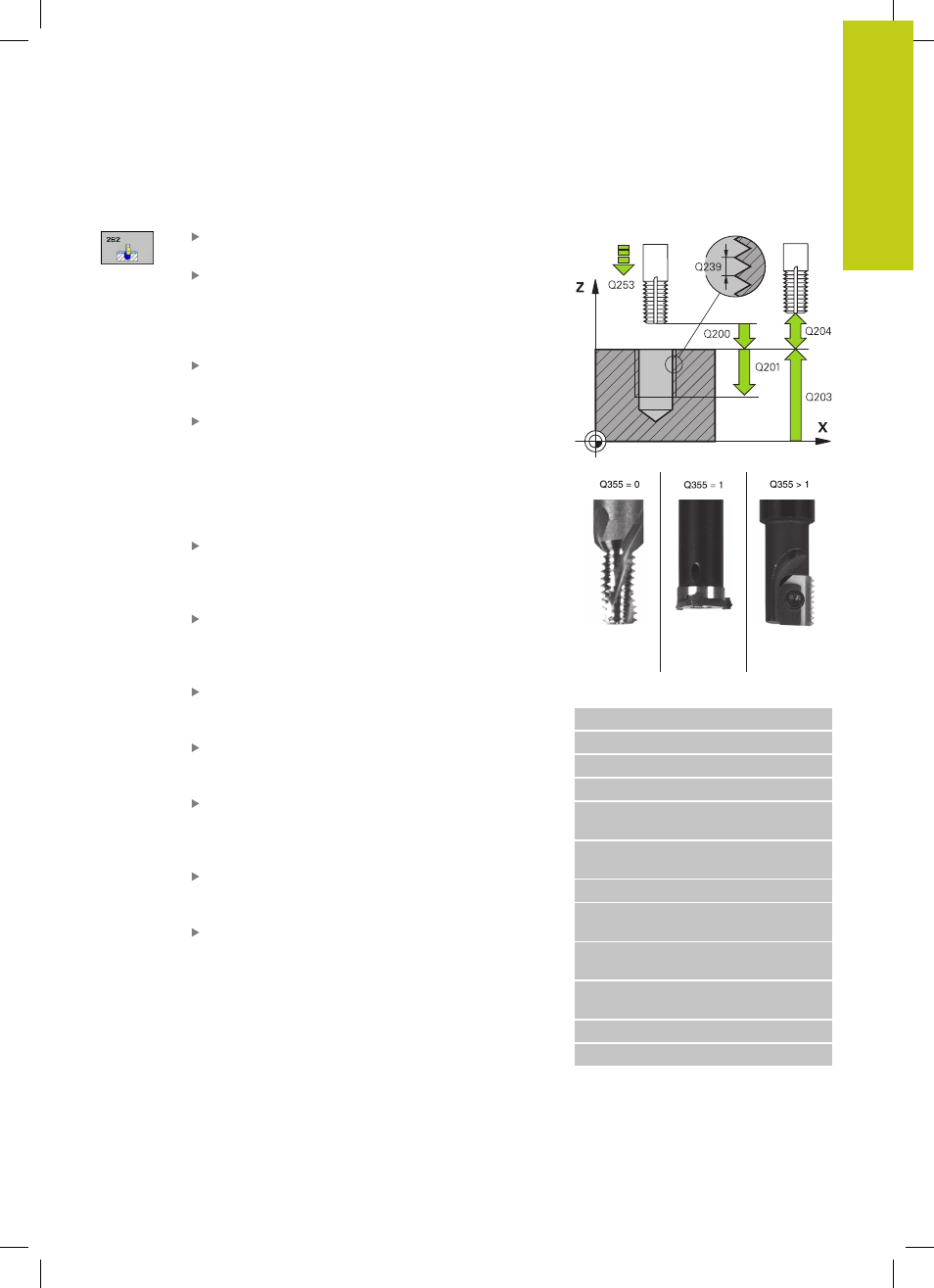
FRÉZOVÁNÍ ZÁVITU (cyklus 262, DIN/ISO: G262)
4.6
4
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
119
Parametry cyklu
Cílový průměr
Q335: jmenovitý průměr závitu.
Rozsah zadávání 0 až 99 999,9999
Stoupání závitu
Q239: Stoupání závitu. Znaménko
definuje pravý a levý závit:
+
= pravý závit
–
= levý závit
Rozsah zadávání -99,9999 až 99,9999
Hloubka závitu
Q201 (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem závitu. Rozsah
zadávání -99 999,9999 až 99 999,9999
Přesazování
Q355: počet chodů závitu, o něž se
nástroj přesadí:
0
= jedna šroubovice na hloubku závitu
1
= kontinuální šroubovice po celkové délce závitu
>1
= několik šroubovicových drah s najížděním a
odjížděním, mezi nimiž TNC přesazuje nástroj o
Q355 krát stoupání. Rozsah zadávání 0 až 99999
Posuv předpolohování
Q253: pojezdová rychlost
nástroje při zanořování do obrobku, případně při
vyjíždění z obrobku v mm/min. Rozsah zadávání 0
až 99 999,9999 alternativně FMAX, FAUTO
Druh frézování
Q351: Druh frézování při M3
+1
= sousledné frézování
-1
= nesousledné frézování (Pokud zadáte 0,
provádí se obrábění se sousledným chodem)
Bezpečná vzdálenost
Q200 (inkrementálně):
vzdálenost mezi hrotem nástroje a povrchem
obrobku. Rozsah zadávání 0 až 99 999,9999
Souřadnice povrchu obrobku
Q203 (absolutně):
Souřadnice povrchu obrobku. Rozsah zadávání
-99 999,9999 až 99 999,9999
2. bezpečná vzdálenost
Q204 (inkrementálně):
souřadnice osy vřetena, v níž nemůže dojít ke kolizi
mezi nástrojem a obrobkem (upínadly). Rozsah
zadávání 0 až 99 999,9999
Posuv frézování
Q207: Pojezdová rychlost nástroje
při frézování v mm/min. Rozsah zadávání 0 až
99 999,999 alternativně FAUTO
Posuv najíždění
Q512: Pojezdová rychlost nástroje
při najíždění v mm/min. U malých průměrů závitů
můžete omezit nebezpečí ulomení nástroje redukcí
posuvu najíždění. Rozsah zadávání 0 až 99 999,999
alternativně FAUTO
NC-bloky
25 CYCL DEF 262 FRÉZOVÁNÍ ZÁVITU
Q335=10
;POŽADOVANÝ PRŮMĚR
Q239=+1.5
;STOUPÁNÍ
Q201=-20
;HLOUBKA ZÁVITU
Q355=0
;POSTUPNÉ
PŘESAZOVÁNÍ
Q253=750
;POSUV
PŘEDPOLOHOVÁNÍ
Q351=+1
;DRUH FRÉZOVÁNÍ
Q200=2
;BEZPEČNÁ
VZDÁLENOST
Q203=+30
;SOUŘADNICE
POVRCHU
Q204=50
;2. BEZPEČNÁ
VZDÁLENOST
Q207=500
;FRÉZOVACÍ POSUV
Q512=0
;POSUV NAJÍŽDĚNÍ