Provádění cyklu, Načisto (volitelný software 96), viz "interpolační, G292, volitelný software 96)", stránka 286 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 286: Software 96)
Cykly: Speciální funkce
11.6 INTERPOLAČNÍ SOUSTRUŽENÍ DOKONČENÍ OBRYSU (cyklus 292,
DIN / ISO: G292, volitelný software 96)
11
286
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
11.6
INTERPOLAČNÍ SOUSTRUŽENÍ
DOKONČENÍ OBRYSU (cyklus 292,
DIN / ISO: G292, volitelný software
96)
Provádění cyklu
Cyklus 292 INTERPOLAČNÍ SOUSTRUŽENÍ OBRYSU NAČISTO
váže vřeteno nástroje k poloze lineárních os. Pomocí tohoto
cyklu můžete vytvořit určité rotačně symetrické obrysy v aktivní
rovině obrábění. Tento cyklus můžete provést i v naklopené rovině
obrábění. Střed rotace je počátečním bodem v rovině obrábění
při vyvolání cyklu. Cyklus 292 INTERPOLAČNÍ SOUSTRUŽENÍ
OBRYSU NAČISTO se provádí v režimu frézování a je CALL-
aktivní. Když TNC cyklus zpracuje, tak je také vazba vřetena opět
zrušená.
Pokud pracujete s cyklem 292, definujte předem požadovaný obrys
v podprogramu a odkažte na tento obrys cyklem 14 nebo SEL
CONTOUR. Programujte obrys buďto s monotónně klesajícími
nebo s monotónně rostoucími souřadnicemi. Zhotovení podříznutí
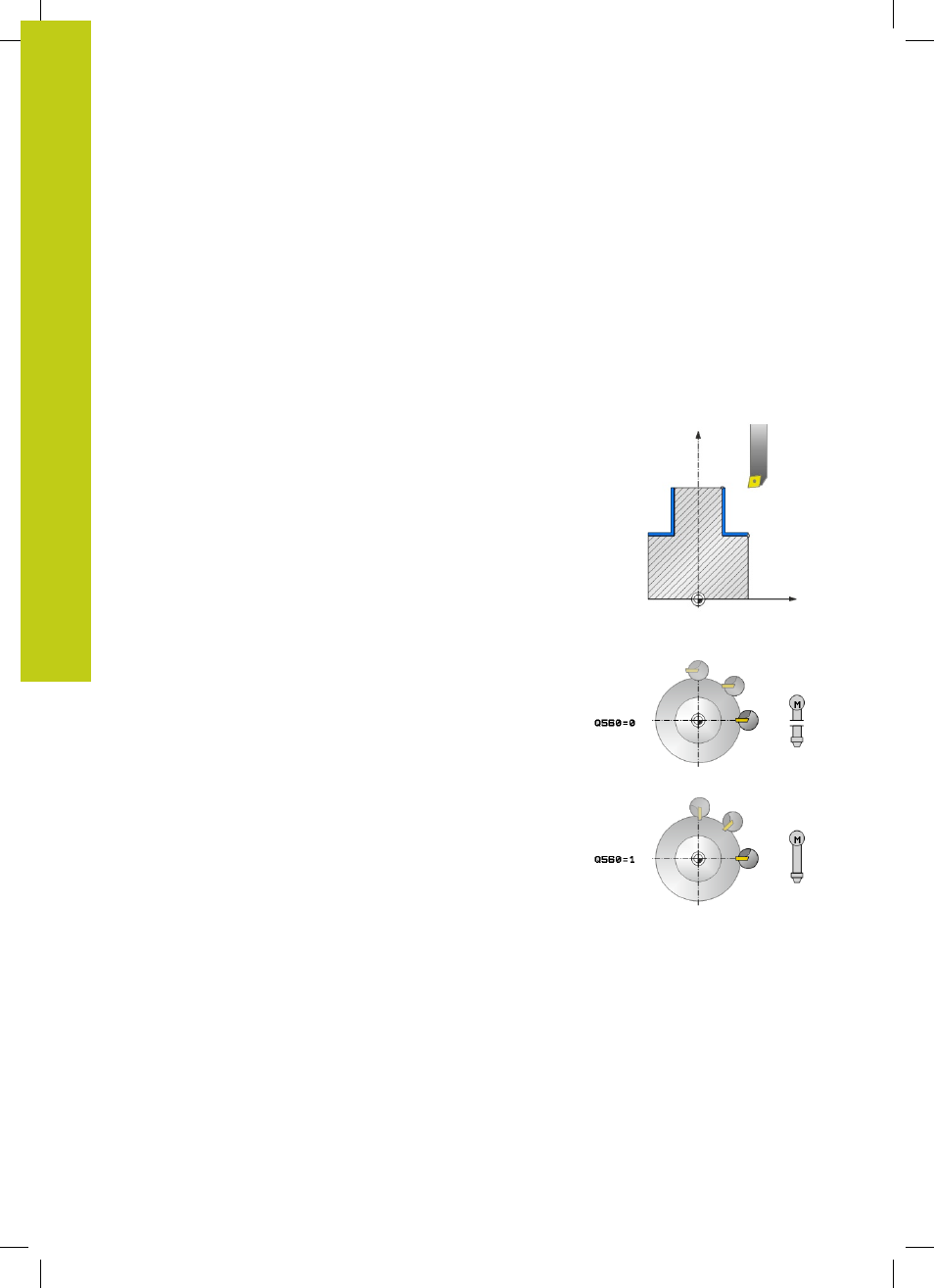
není s tímto cyklem možné. Zadáním Q560 = 1 můžete obrys
soustružit, orientace břitu je zaměřena na střed kružnice. Zadáte-
li Q560 = 0 tak můžete obrys frézovat, přitom vřeteno nebude
orientováno.
Průběh cyklu, Q560 = 1: soustružení obrysu
1 TNC provede nejdříve stop vřetena (M5)
2 TNC vyrovná vřeteno nástroje na zadaný střed otáčení. Přitom
se zohlední zadaný úhel Q336. Je-li definován, tak se navíc
zohlední hodnota "ORI" z tabulky soustružnických nástrojů
(toolturn.trn)
3 Vřeteno nástroje je nyní propojeno s polohou lineárních os.
Vřeteno následuje cílové polohy hlavních os
4 TNC polohuje nástroj na startovní rádius obrysu Q491 s
ohledem na druh obrábění vně/uvnitř Q529 a boční bezpečnou
vzdálenost Q357. Popsaný obrys se neprodlužuje automaticky
o bezpečnou vzdálenost. Prodloužení obrysu musíte
naprogramovat v podprogramu. Ve směru osy nástroje polohuje
TNC na začátku obrábění rychloposuvem do startovního
bodu obrysu!
Na startovním bodu obrysu nesmí být žádný
materiál!
5 TNC vytvoří definovaný obrys interpolačním soustružením.
Přitom opisují přímkové osy obráběcí roviny kruhový pohyb,
zatímco osa vřetena stojí kolmo k povrchu.
6 V koncovém bodu obrysu odjede TNC nástrojem kolmo na
bezpečnou vzdálenost.
7 Nakonec TNC polohuje nástroj na bezpečnou výšku.
8 TNC nyní automaticky zruší propojení vřetena nástroje s
lineárními osami