4 základy úběrových cyklů, Základy úběrových cyklů, Základy úběrových cyklů 12.4 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 329
Základy úběrových cyklů 12.4
12
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
329
12.4
Základy úběrových cyklů
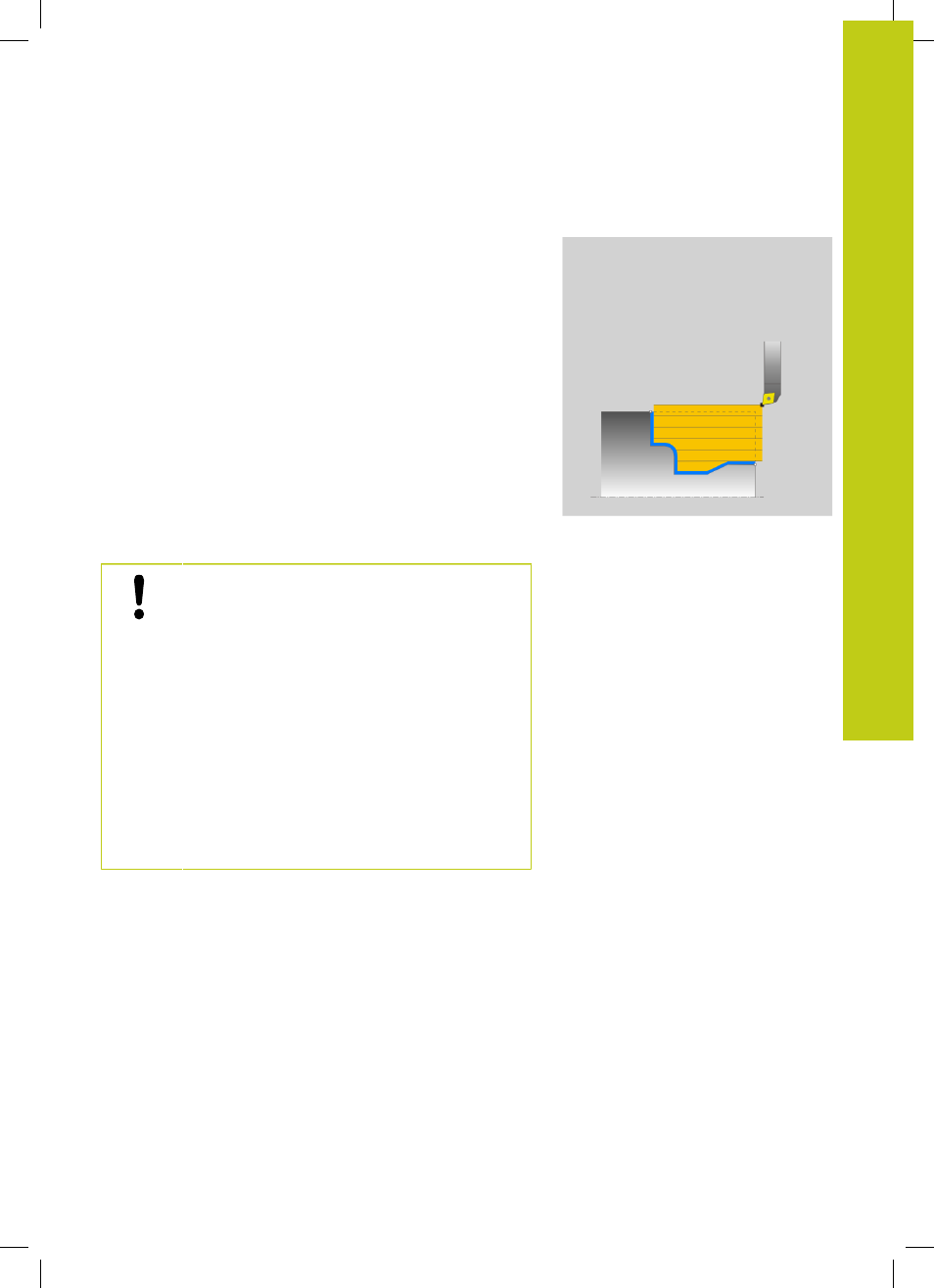
Předpolohování nástroje má rozhodující vliv na pracovní oblast
cyklu a tím i na dobu zpracování. Startovní bod cyklů odpovídá při
hrubování poloze nástroje při vyvolání cyklu. TNC zohledňuje při
výpočtu obráběné oblasti startovní bod a koncový bod definovaný v
cyklu nebo v cyklu definovaný obrys. Je-li startovní bod v obráběné
oblasti, polohuje TNC nástroj v některých cyklech nejdříve na
bezpečnou vzdálenost.
Směr obrábění je v cyklech 81x podél rotační osy a v cyklech 82x
kolmo k rotační ose. V cyklu 815 se pohyby provádí paralelně s
obrysem.
Cykly můžete používat pro vnitřní i vnější obrábění. TNC k tomu
získává informace z polohy nástroje nebo definice v cyklu (viz
"Práce se soustružnickými cykly", Stránka 319).
V cyklech, ve kterých se zpracovává definovaný obrys (cykly 810,
820 a 815), rozhoduje naprogramovaný směr obrysu o směru
obrábění.
V cyklech pro odebírání třísky můžete volit mezi obráběcími
strategiemi pro hrubování, dokončování a kompletní obrábění.
Pozor riziko pro nástroj a pro obrobek!
Úběrové cykly polohují nástroj při dokončování
automaticky do startovního bodu. Strategie najíždění
je ovlivněná pozicí nástroje při vyvolání cyklu.
Rozhodujícím faktorem je, zda je nástroj při volání
cyklu v rámci nebo mimo obálku obrysu. Obálka
obrysu je naprogramovaný obrys, zvětšený o
bezpečnou vzdálenost.
Stojí-li nástroj v obálce obrysu, polohuje cyklus
nástroj s definovaným posuvem přímo do startovní
pozice. Tím může dojít k poškození obrysu.
Předpolohujte nástroj tak, aby se mohl startovní bod
najet bez poškození obrysu.
Stojí-li nástroj mimo obálku obrysu, tak se provede
polohování až na obálku rychloposuvem a uvnitř
obálky obrysu s naprogramovaným posuvem.