6 hrubování (cyklus 22, din/iso: g122), Provádění cyklu, Hrubování (cyklus 22, din/iso: g122)", stránka 199 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 199: Hrubování (cyklus 22, din/iso: g122)
HRUBOVÁNÍ (cyklus 22, DIN/ISO: G122)
7.6
7
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
199
7.6
HRUBOVÁNÍ (cyklus 22,
DIN/ISO: G122)
Provádění cyklu
Cyklem 22 HRUBOVÁNÍ definujete technologická data pro
hrubování.
Před voláním cyklu 22 musíte naprogramovat další cykly:
Cyklus 14 OBRYS nebo SEL CONTOUR
Cyklus 20 DATA OBRYSU
Případně cyklus 21 PŘEDVRTÁNÍ
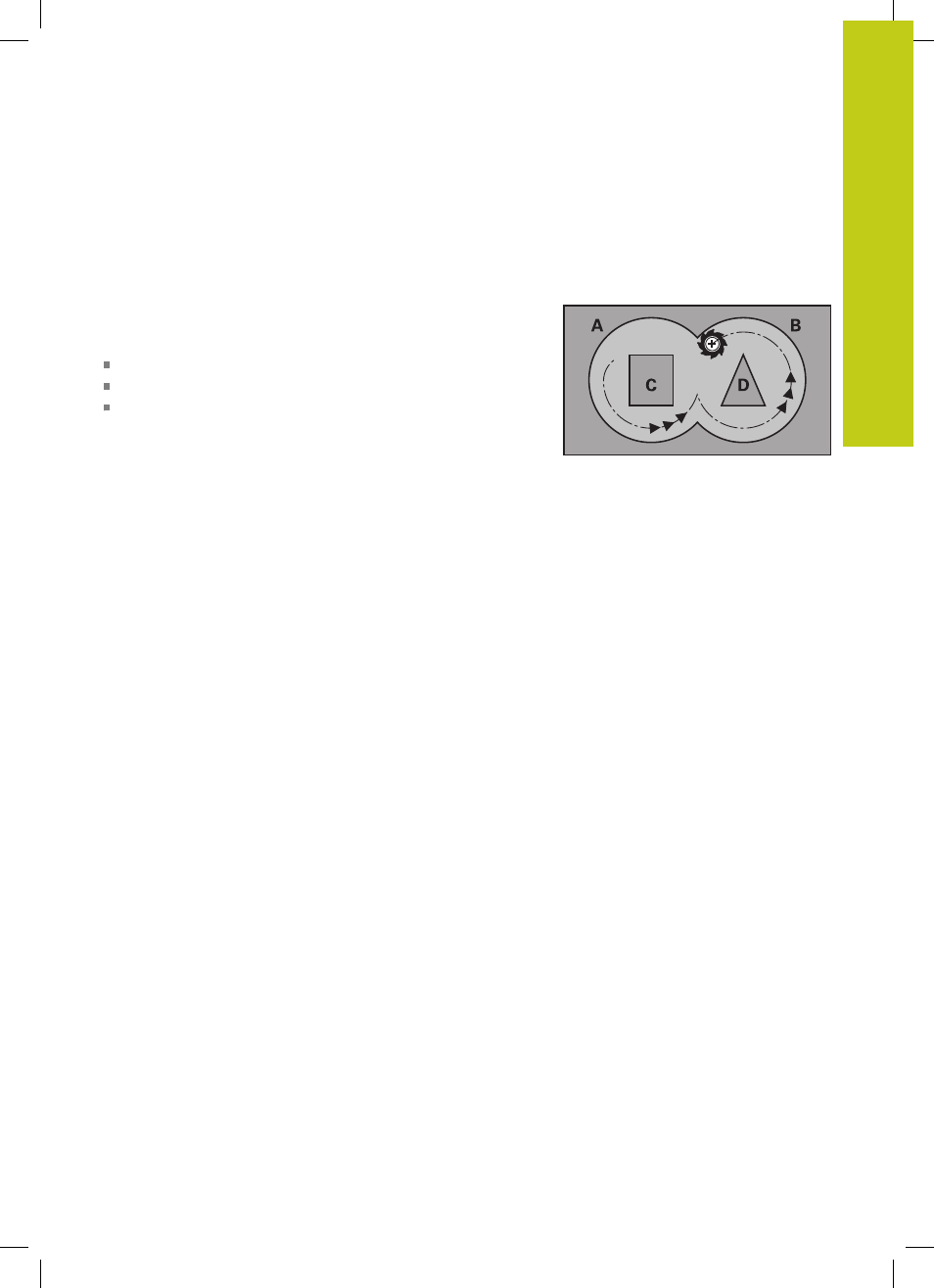
Provádění cyklu
1 TNC napolohuje nástroj nad bod zápichu; přitom se bere ohled
na přídavek na dokončení stěny.
2 V první hloubce přísuvu frézuje nástroj obrys s frézovacím
posuvem Q12 z vnitřku směrem vně
3 Přitom se obrysy ostrůvků (zde: C/D) ofrézují s přiblížením k
obrysu kapes (zde: A/B).
4 V dalším kroku přejede TNC nástrojem do další hloubky přísuvu
a opakuje operaci hrubování, až se dosáhne naprogramované
hloubky.
5 Poté odjede nástroj v ose nástroje zpět do bezpečné výšky
nebo na poslední polohu naprogramovanou před cyklem.
V závislosti na parametrech ConfigDatum, CfgGeoCycle,
posAfterContPocket.