Parametry cyklu, Q488, viz "parametry cyklu", stránka 372 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 372
Cykly: soustružení
12.16 JEDNODUCHÉ RADIÁLNÍ SOUSTRUŽENÍ A ZAPICHOVÁNÍ
(Cyklus 841, DIN / ISO: G841)
12
372
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
Parametry cyklu
Druh obrábění
Q215: Definování rozsahu obrábění:
0
: Hrubování a dokončování
1
: Jen hrubování
2
: Pouze obrábění načisto na konečný rozměr
3
: Pouze obrábění načisto na přídavek
Bezpečná vzdálenost
Q460: rezervováno, zatím
bez funkce
Konec obrysu průměr
Q493: Souřadnice X
koncového bodu obrysu (uváděný průměr)
Konec obrysu Z
Q494: Souřadnice Z koncového
bodu obrysu
Hrubovací posuv
Q478: Rychlost posuvu při
hrubování. Pokud jste naprogramovali M136
interpretuje TNC posuv v mm na otáčku, bez M136
v milimetrech za minutu.
Přídavek na průměr
Q483 (inkrementálně):
Přídavek na průměr definovaného obrysu
Přídavek Z
Q484 (inkrementálně): Přídavek na
definovaný obrys v axiálním směru
Posuv obrábění načisto
Q505: Rychlost posuvu při
obrábění načisto. Pokud jste naprogramovali M136
interpretuje TNC posuv v mm na otáčku, bez M136
v milimetrech za minutu.
Maximální hloubka řezu
Q463: Maximální přísuv
(uváděný poloměr) v radiálním směru. Přísuv bude
rozdělen rovnoměrně, aby se zabránilo „klouzavým
řezům“. Rozsah zadávání 0,001 až 999,999
Směr obrábění
Q507: Směr úběru:
0
: v obou směrech
1
: jeden směr (ve směru obrysu)
Šířka přesazení
Q508: redukce délky řezu.
Zbývající materiál se na konci hrubování zápichu
obrobí jedním zápichovým záběrem. Je-li třeba,
TNC programovanou šířku přesazení omezí.
Hloubková korekce
Q509: V závislosti na materiálu,
rychlosti posuvu, atd. se břit při soustružení
„překlopí“. Chybu přísuvu, která tím vznikne,
zkorigujete „korekcí hloubky soustružení“.
Posuv zanořování
Q488: Rychlost posuvu při
obrábění zanořených prvků Tato hodnota zadání
je volitelná. Není-li naprogramována, platí posuv
definovaný pro soustružení.
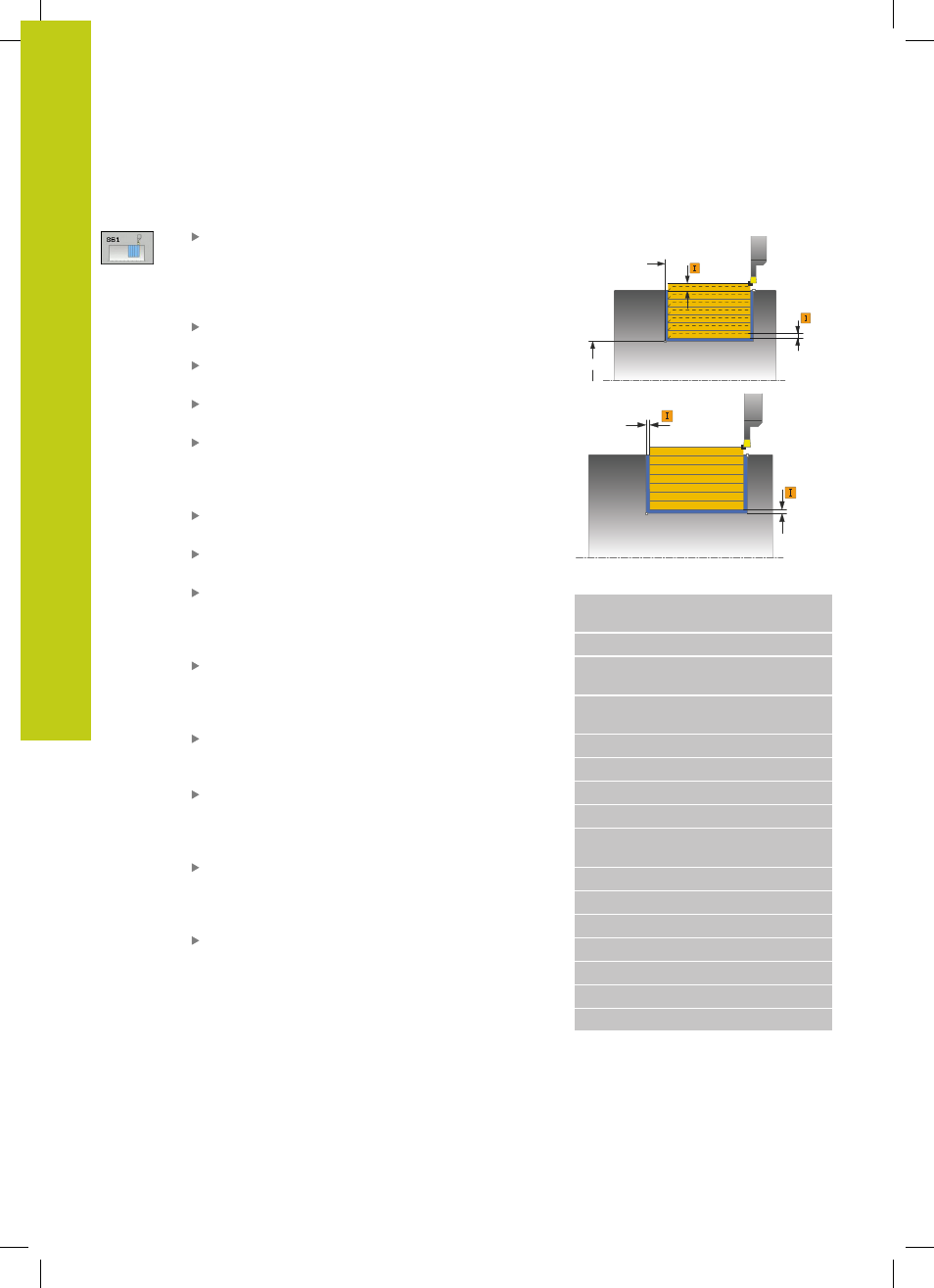
Q460
Ø Q493
Q494
Q463
Ø Q483
Q484
NC-bloky
11 CYCL DEF 841 ZAPICHOVÁNÍ A
SOUSTRUŽENÍ JEDNODUCHÉ R.
Q215=+0
;ROZSAH OBRÁBĚNÍ
Q460=+2
;BEZPEČNÁ
VZDÁLENOST
Q493=+50
;KONEC OBRYSU
PRŮMĚR
Q494=-50
;KONEC OBRYSU Z
Q478=+0.3
;POSUV HRUBOVÁNÍ
Q483=+0.4
;PŘÍDAVEK NA PRŮMĚR
Q484=+0.2
;PŘÍDAVEK Z
Q505=+0.2
;POSUV OBRÁBĚNÍ
NAČISTO
Q463=+2
;MAX. HLOUBKA ŘEZU
Q507=+0
;SMĚR OBRÁBĚNÍ
Q508=+0
;ŠÍŘKA PŘESAZENÍ
Q509=+0
;KOREKCE HLOUBKY
Q488=+0
;POSUV ZANOŘOVÁNÍ
12 L X+75 Y+0 Z-25 FMAX M303
13 CYCL CALL