Použití, Průběh hrubovacího cyklu, Soustružení se zanořením čelní – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 362: Rozšířené (cyklus 824, din/iso: g824)
Cykly: soustružení
12.14 SOUSTRUŽENÍ SE ZANOŘENÍM ČELNÍ ROZŠÍŘENÉ
(Cyklus 824, DIN/ISO: G824)
12
362
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
12.14 SOUSTRUŽENÍ SE ZANOŘENÍM
ČELNÍ ROZŠÍŘENÉ
(Cyklus 824, DIN/ISO: G824)
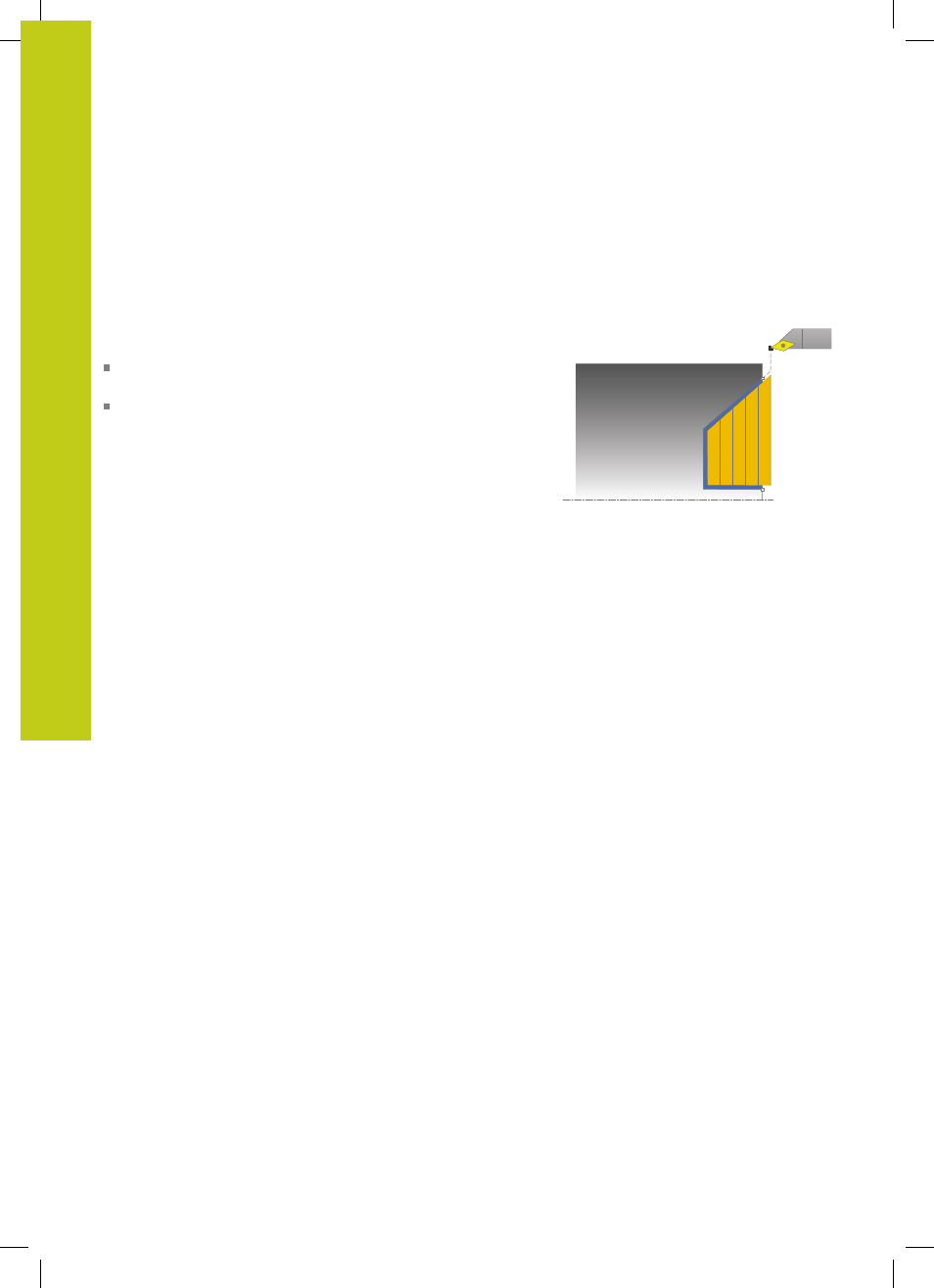
Použití
Tímto cyklem můžete čelně soustružit zanořené prvky (podříznutí).
Rozšířené funkce:
Na začátku a na konci obrysu můžete vložit zkosení nebo
zaoblení
V cyklu můžete definovat úhel pro čelní plochu a rádius
obrysového rohu
Cyklus můžete použít pro hrubování, dokončování nebo kompletní
obrábění. Odběr třísky při hrubování se provádí rovnoběžně s osou.
Cyklus můžete použít pro vnitřní a vnější obrábění. Pokud je
počáteční průměr Q491 větší než konečný průměr Q493 provede
cyklus vnější obrábění. Pokud je počáteční průměr Q491 menší
než konečný průměr Q493 provede cyklus vnitřní obrábění.
Průběh hrubovacího cyklu
V rámci podříznutí TNC provede přísuv s posuvem Q478. Odjezdy
se pak provádí vždy o bezpečnou vzdálenost.
1 TNC provádí přísuvy rychloposuvem souběžně s osou. Hodnotu
přísuvu vypočte TNC pomocí Q463 MAX. HLOUBKA ŘEZU.
2 TNC obrábí oblast mezi startovní polohou a koncovým bodem v
čelním směru s definovaným posuvem.
3 TNC odjede nástrojem zpět s definovaným posuvem Q478 o
hodnotu přísuvu.
4 TNC polohuje nástroj rychloposuvem zpět na začátek řezu.
5 TNC opakuje tento postup (1 až 4), až se dosáhne hotového
obrysu.
6 TNC polohuje nástroj rychloposuvem zpět do startovního bodu
cyklu.