Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 425
OZUBENÍ, ODVALOVACÍ FRÉZOVÁNÍ (cyklus 880, DIN/ISO: G880) 12.31
12
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
425
Parametry cyklu
Druh obrábění
Q215: Definování rozsahu obrábění:
0
: Hrubování a dokončování
1
: Jen hrubování
2
: Pouze obrábění načisto na konečný rozměr
3
: Pouze obrábění načisto na přídavek
Modul
Q540: Popis ozubeného kola: modul
ozubeného kola. Rozsah zadávání 0 až 99,9999
Modul
Q541: Popis ozubeného kola: počet zubů.
Rozsah zadávání 0 až 99999
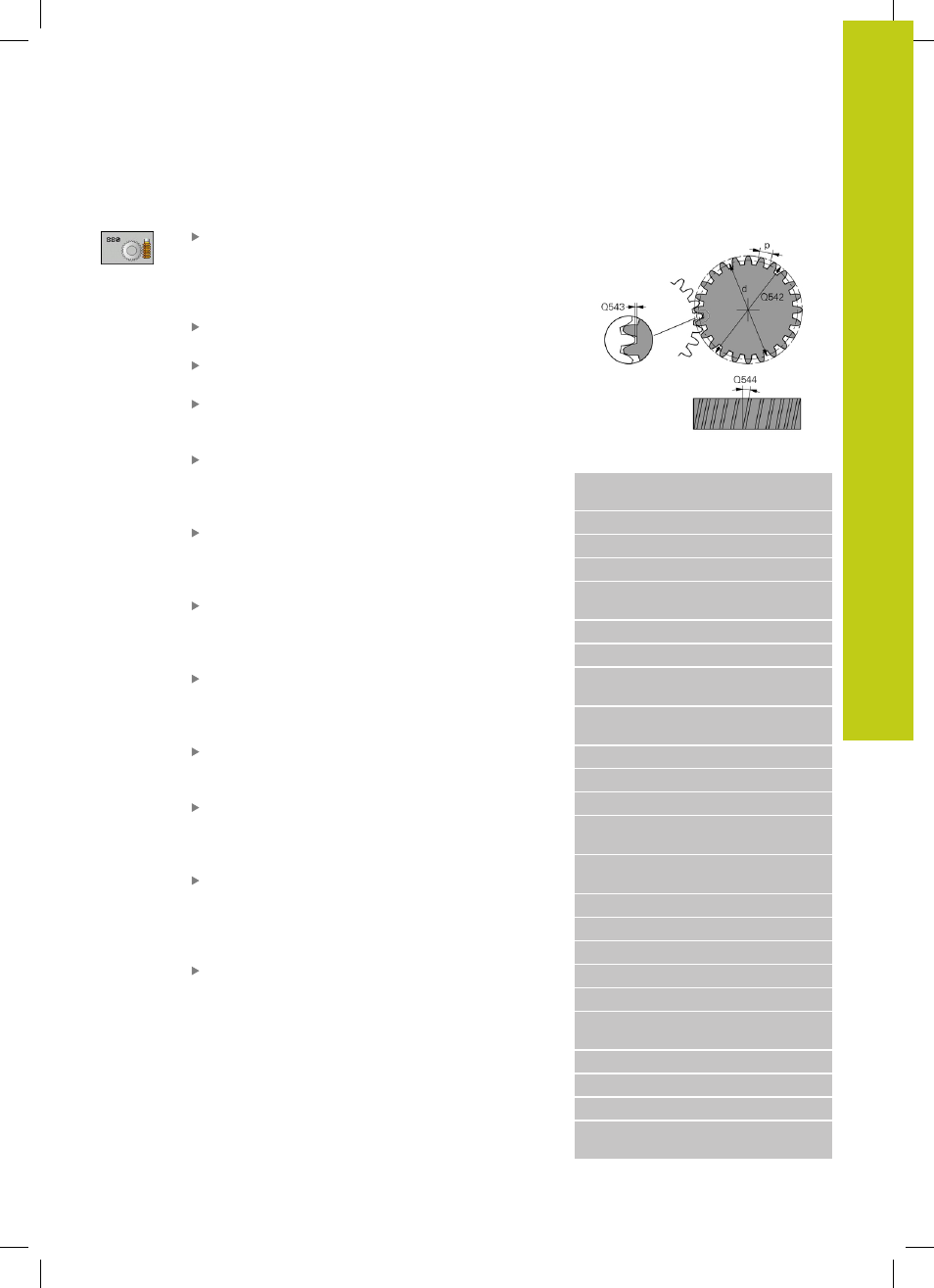
Průměr hlavové kružnice
Q542: Popis ozubeného
kola: vnější průměr hotové součástky. Rozsah
zadávání 0 až 99 999,9999
Vůle hlavy
Q543: Popis ozubeného kola: vzdálenost
mezi hlavovou kružnicí vyráběného ozubeného kola
a kružnicí zápatí protikola. Rozsah zadávání 0 až
9,9999
Úhel sklonu
Q544: Popis ozubeného kola: úhel o
který jsou zuby šikmého ozubení natočené proti
směru osy. (U přímého ozubení je tento úhel 0°)
Rozsah zadávání -45 až +45
Úhel stoupání nástroje
Q545: Popis nástroje:
úhel boků odvalovací frézy. Tuto hodnotu zadejte v
desítkovém zápisu. (Např. 0°47'=0,7833) Rozsah
zadávání: -60,0000 až +60,0000
Nástroj. směr otáčení (3, 4)
Q546: Popis nástroje:
směr otáčení vřetena odvalovací frézy:
3
: Nástroj otáčející se vpravo (M3)
4
: Nástroj otáčející se vlevo (M4)
Offset úhlu
Q547: Úhel o který TNC otočí obrobek
při startu cyklu. Rozsah zadávání: -180,0000 až
+180,0000
Strana obrábění
Q550: Určení na které straně se
koná obrábění.
0
: kladná strana obrábění
1
: záporná strana obrábění
Přednostní směr
Q533: Výběr alternativních
možností naklopení.
0
: Zvolit řešení s nejkratší dráhou
-1
: Zvolit řešení v záporném směru
+1
: Zvolit řešení v kladném směru
Obrábění s naklopenými souřadnicemi
Q530:
Polohovat osy natočení pro obrábění s naklopenými
souřadnicemi:
1
: Polohovat osu natočení automaticky a přitom
sledovat špičku nástroje (MOVE). Relativní poloha
mezi obrobkem a nástrojem se nezmění. TNC
provádí lineárními osami vyrovnávací pohyb
2
: Polohovat osu natočení automaticky bez
sledování špičky nástroje (TURN)
NC-bloky
63 CYCL DEF 880 OZUBENÉ KOLO
ODVALOVACÍ FRÉZ.
Q215=0
;ROZSAH OBRÁBĚNÍ
Q540 = 0
;MODUL
Q541 = 0
;POČET ZUBŮ
Q542 = 0
;PRŮMĚR HLAVOVÉ
KRUŽNICE
Q543 = 0.167
;HLAVOVÁ VŮLE
Q544 = 0
;ÚHEL SRAŽENÍ
Q545 = 0
; ÚHEL STOUPÁNÍ
NÁSTROJE
Q546 = 3
;SMĚR OTÁČENÍ
NÁSTROJE
Q547 = 0
;OFFSET ÚHLU
Q550=1
;STRANA OBRÁBĚNÍ
= Q533 + 0
;PŘEDNOSTNÍ SMĚR
Q530=2
;OBRÁB. S NATOČ.
OSAMI
Q253=750
;POSUV
PŘEDPOLOHOVÁNÍ
Q260=100
;BEZPEČNÁ VÝŠKA
Q553=10
;NÁSTROJ L-OFFSET
Q551=0
;STARTOVNÍ BOD V Z
Q552=-10
;KONCOVÝ BOD V Z
Q463=1
;MAX. HLOUBKA ŘEZU
Q460=2
;BEZPEČNÁ
VZDÁLENOST
Q488=0.3
;POSUV ZANOŘOVÁNÍ
Q478=+0.3
;POSUV HRUBOVÁNÍ
Q483=+0.4
;PŘÍDAVEK NA PRŮMĚR
Q505=+0.2
;POSUV OBRÁBĚNÍ
NAČISTO