Použití, Průběh hrubovacího cyklu, Zapichování a soustružení rozšířené – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 373: Čelně (cyklus 842, din/iso: g842)
ZAPICHOVÁNÍ A SOUSTRUŽENÍ ROZŠÍŘENÉ ČELNĚ
(Cyklus 842, DIN/ISO: G842)
12.17
12
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
373
12.17 ZAPICHOVÁNÍ A SOUSTRUŽENÍ
ROZŠÍŘENÉ ČELNĚ
(Cyklus 842, DIN/ISO: G842)
Použití
Tímto cyklem můžete zapichovat a soustružit pravoúhlé drážky
v podélném směru. Při zapichování a soustružení se provádí
střídavě zápich do hloubky přísuvu a poté hrubování. Obrábění tak
proběhne s minimálním počtem odsuvových a přísuvových pohybů.
Rozšířené funkce:
Na začátku a na konci obrysu můžete vložit zkosení nebo
zaoblení
V cyklu můžete definovat úhel bočních stěn drážky
V rozích obrysu můžete vložit rádiusy
Cyklus můžete použít pro hrubování, dokončování nebo kompletní
obrábění. Odběr třísky při hrubování se provádí rovnoběžně s osou.
Cyklus můžete použít pro vnitřní a vnější obrábění. Pokud je
počáteční průměr Q491 větší než konečný průměr Q493 provede
cyklus vnější obrábění. Pokud je počáteční průměr Q491 menší
než konečný průměr Q493 provede cyklus vnitřní obrábění.
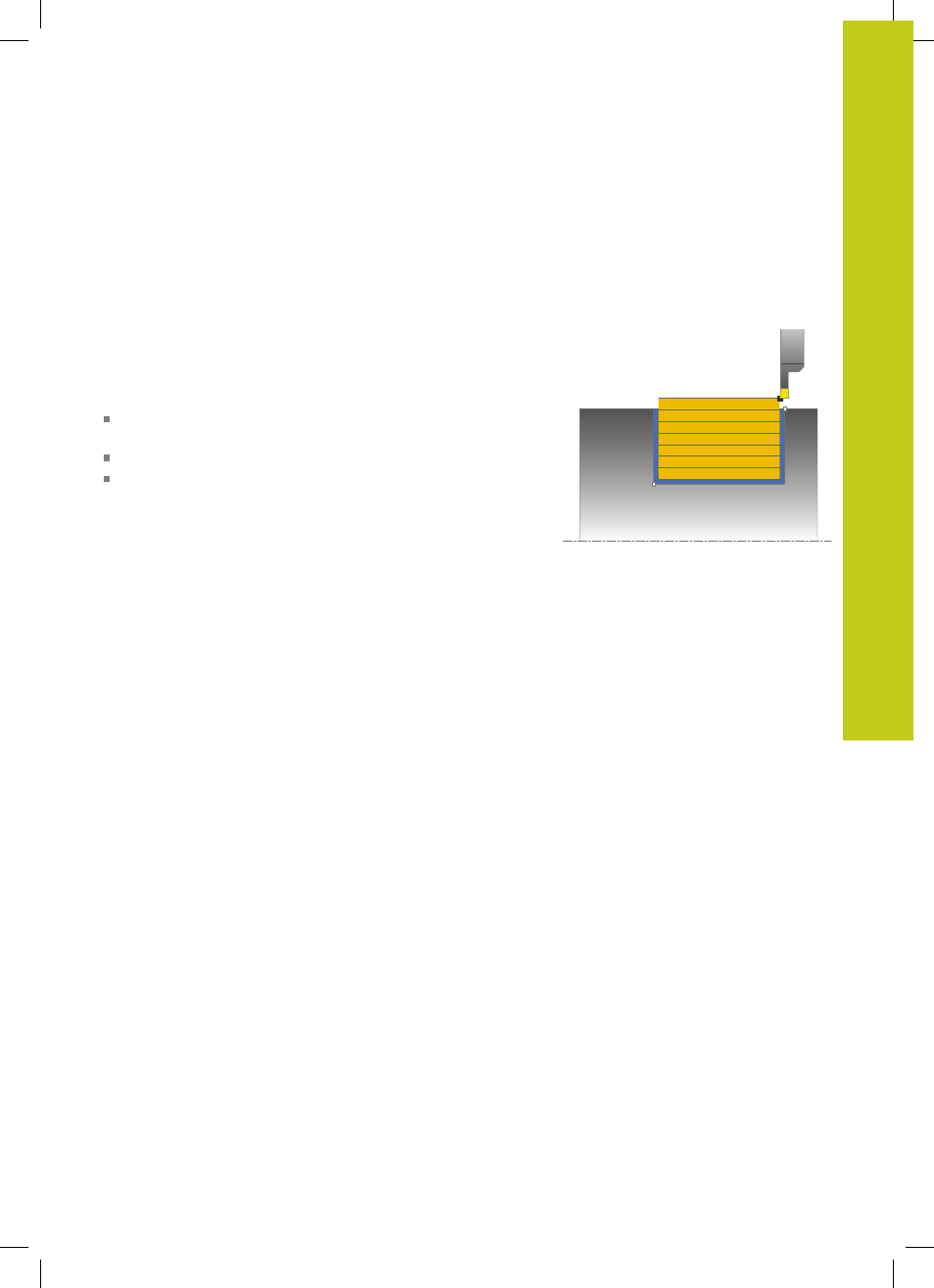
Průběh hrubovacího cyklu
Jako startovní bod cyklu TNC používá pozici nástroje při vyvolání
cyklu. Pokud je souřadnice Z startovního bodu menší než Q491
START OBRYSU PRŮMĚR
, polohuje TNC nástroj v souřadnici X na
Q491
a tam spustí cyklus.
1 Ze startovního bodu cyklu TNC vykoná zápich do první hloubky
přísuvu.
2 TNC obrábí oblast mezi startovní polohou a koncovým bodem v
podélném směru s definovaným posuvem Q478.
3 Pokud byl v cyklu definovaný zadávaný parametr
Q488
tak se
zanořené prvky obrobí s tímto zanořovacím posuvem.
4 Pokud byl zvolen pouze jeden směr obrábění Q507 = 1, TNC
zdvihne nástroj do bezpečné vzdálenosti, jede rychloposuvem
zpátky a znovu najíždí na obrys s definovaným posuvem. Při
směru obrábění Q507=0 se přísuv provádí na obou stranách.
5 Nástroj zapichuje až do další hloubky přísuvu.
6 TNC opakuje tento postup (2 až 4), až se dosáhne hloubky
drážky.
7 TNC polohuje nástroj do bezpečné vzdálenosti a provede na
obou bočních stěnách zápich.
8 TNC přejede nástrojem rychloposuvem zpět do startovního
bodu cyklu.