Příklad interpolační soustružení cyklus 292, Cykly: speciální funkce 11.11 příklady programů – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 312
Cykly: Speciální funkce
11.11 Příklady programů
11
312
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
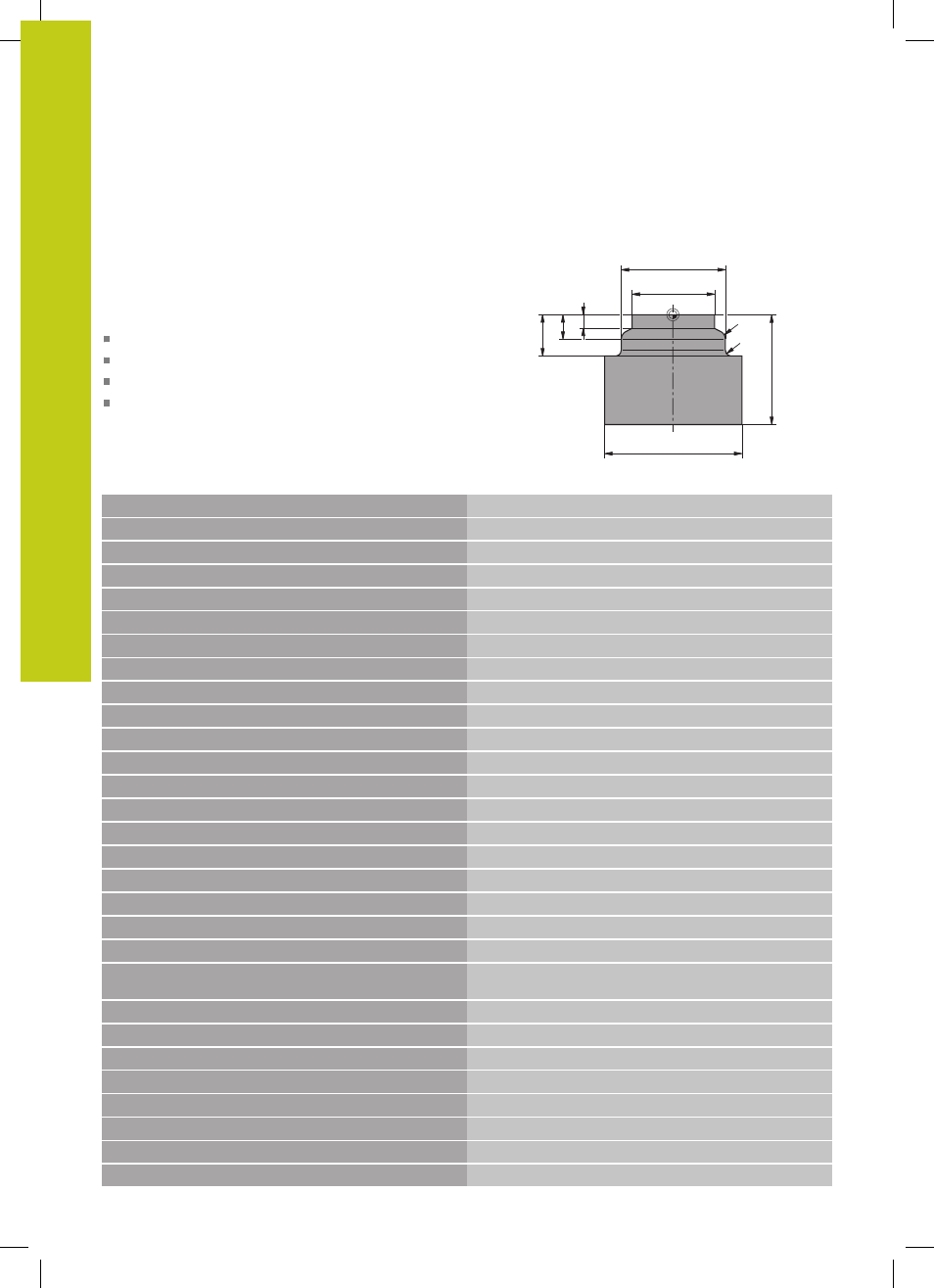
Příklad Interpolační soustružení cyklus 292
Následující program používá cyklus 292 INTERPOLAČNÍ
SOUSTRUŽENÍ OBRYSU NAČISTO. Tento příklad
programu ukazuje vytvoření vnějšího obrysu s rotujícím
frézovacím vřetenem.
Průběh programu
Vyvolání nástroje: fréza D20
Cyklus 32 Tolerance
Odkaz na obrys cyklem 14
Cyklus 292 Interpolační soustružení obrysu
40
5
7
15
50
30
38
0 BEGIN PGM 2 MM
1 BLK FORM CYLINDER Z R25 L40
Definice polotovaru válce
2 TOOL CALL "D20" Z S111
Vyvolání nástroje: stopková fréza D20
3 CYCL DEF 32.0 TOLERANZ
Cyklem 32 určit toleranci
4 CYCL DEF 32.1 T0.05
5 CYCL DEF 32.2 HSC-MODE:1
6 CYCL DEF 14.0 OBRYS
Cyklem 14 odkázat na obrys v LBL1
7 CYCL DEF 14.1 OBRYSNÁVĚŠTÍ1
8 CYCL DEF 292 INTERPO. SOUSTRUŽENÍ OBRYSU
Definovat cyklus 292
Q560 = +1
;PROPOJIT VŘETENO
Q336=+0
;ÚHEL VŘETENA
Q546 = +3
;SMĚR OTÁČENÍ NÁSTROJE
Q529 = +0
;REŽIM ZPRACOVÁNÍ
Q221=+0
;PŘÍDAVEK NA PLOCHY
Q441=+1
;PŘÍSUV
Q449=+15000
;POSUV
Q491=+15
;START OBRYSU PRŮMĚR
Q357=+2
;BEZP. VZDÁLENOST OD STRANY
Q445=+50
;BEZPEČNÁ VÝŠKA
9 L Z+50 R0 FMAX M3
Předpolohovat v ose nástroje, zapnout vřeteno
10 L X+0 Y+0 R0 FMAX M99
Předpolohovat v rovině obrábění do středu otáčení, vyvolání
cyklu
11 LBL 1
LBL1 obsahuje obrys
12 L Z+2 X+15
13 L Z-5
14 L Z-7 X+19
15 RND R3
16 L Z-15
17 RND R2
18 L X+27