Při programování dbejte na tyto body, Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 204
Obráběcí cykly: Obrysová kapsa
7.7
DOKONČENÍ DNA (cyklus 23, DIN/ISO: G123)
7
204
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
Při programování dbejte na tyto body!
TNC si sám zjistí bod startu pro dokončování
dna. Tento bod startu je závislý na prostorových
poměrech v kapse.
Rádius najíždění pro napolohování do konečné
hloubky je interně pevně definovaný a nezávisí na
úhlu zanoření nástroje.
Pozor nebezpečí kolize!
Po spuštění cyklu SL, musíte naprogramovat první
pohyb v rovině obrábění se zadáním obou souřadnic,
např. L X+80 Y+0 R0 FMAX.
Po skončení cyklu umístěte váš nástroj v rovině
nikoliv přírůstkově, ale do absolutní polohy, pokud
jste nastavili parametry ConfigDatum, CfgGeoCycle,
posAfterContPocket na ToolAxClearanceHeight.
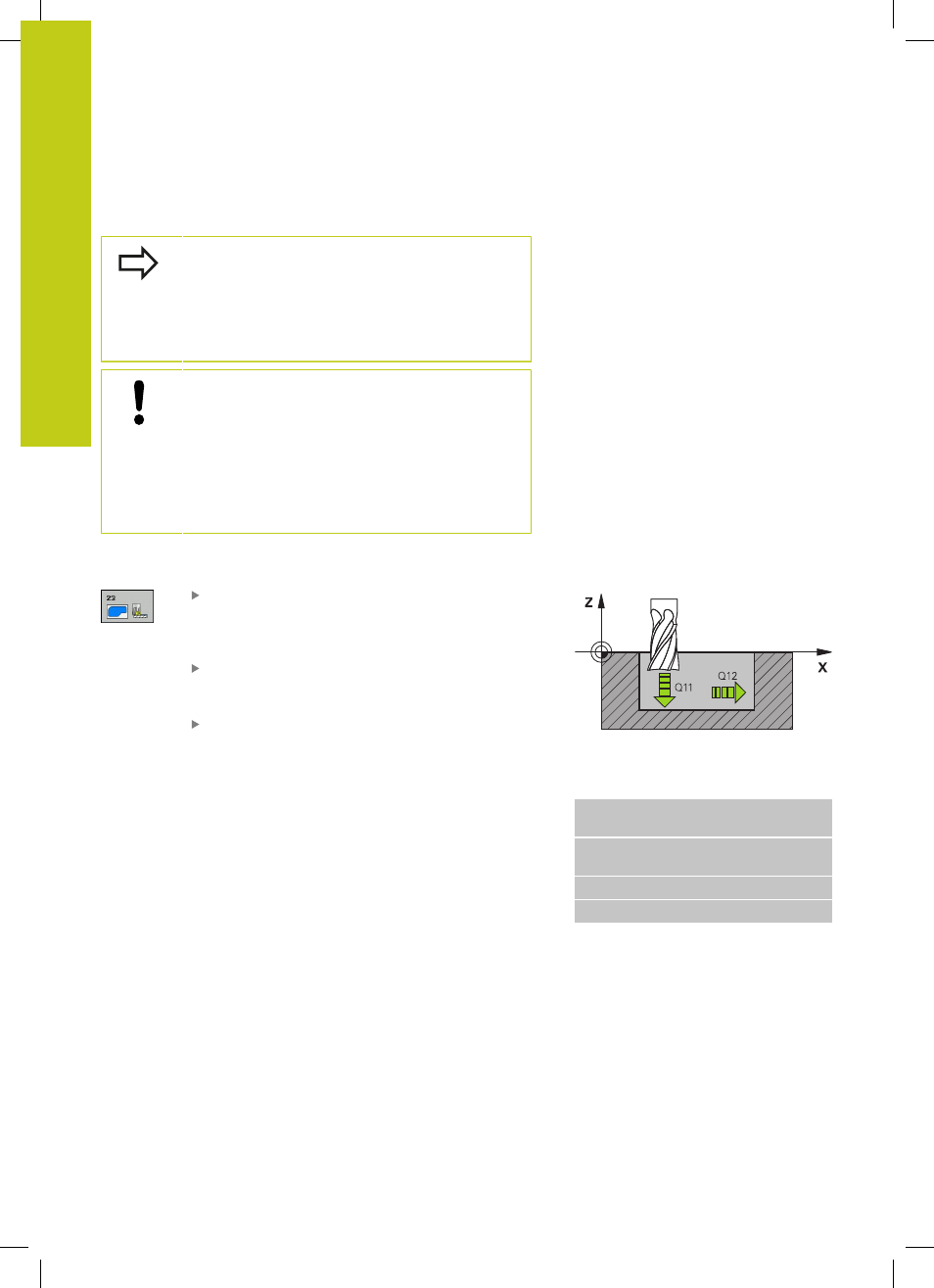
Parametry cyklu
Posuv přísuvu do hloubky
Q11: pojezdová rychlost
nástroje při zanořování do obrobku v mm/min.
Rozsah zadávání 0 až 99 999,9999; alternativně
FAUTO
, FU, FZ
Posuv pro frézování
Q12: posuv při pojezdových
pohybech v rovině obrábění. Rozsah zadávání 0 až
99 999,9999; alternativně FAUTO, FU, FZ
Zpětný posuv
Q208: pojezdová rychlost nástroje při
vyjíždění po obrábění v mm/min. Zadáte-li Q208=0,
pak TNC vyjíždí nástrojem posuvem Q12. Rozsah
zadávání 0 až 99 999,9999; alternativně FMAX,
FAUTO
NC-bloky
60 CYCL DEF 23 DOKONČENÍ HLOUBKY
NAČISTO
Q11=100
;POSUV PŘÍSUVU DO
HL.
Q12=350
;POSUV HRUBOVÁNÍ
Q208=9999
;POSUV PRO VYJETÍ