Varianty obrábění – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 291
INTERPOLAČNÍ SOUSTRUŽENÍ DOKONČENÍ OBRYSU (cyklus 292,
DIN / ISO: G292, volitelný software 96)
11.6
11
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
291
Varianty obrábění
Pokud pracujete s cyklem 292, musíte předem definovat
požadovaný rotační obrys v podprogramu a odkázat na tento obrys
cyklem 14 nebo SEL CONTOUR. Rotační obrys popište průřezem
rotačně symetrického tělesa. Přitom se popíše rotační obrys v
závislosti na ose nástroje těmito souřadnicemi:
použitá osa
nástroje
axiální
souřadnice
radiální
souřadnice
Z
Z
X
X
X
Y
Y
Y
Z
Příklad:
Je-li vaše použitá nástrojová osa Z, naprogramujte váš
rotační obrys v axiálním směru v Z a rádius obrysu v X.
Tímto cyklem můžete provádět vnější a vnitřní obrábění. Některá
upozornění z kapitoly "Při programování dbejte na tyto body"
jsou vysvětlena v následujícím textu. Mimoto najdete příklad
programování v "Příklad Interpolační soustružení cyklus 292",
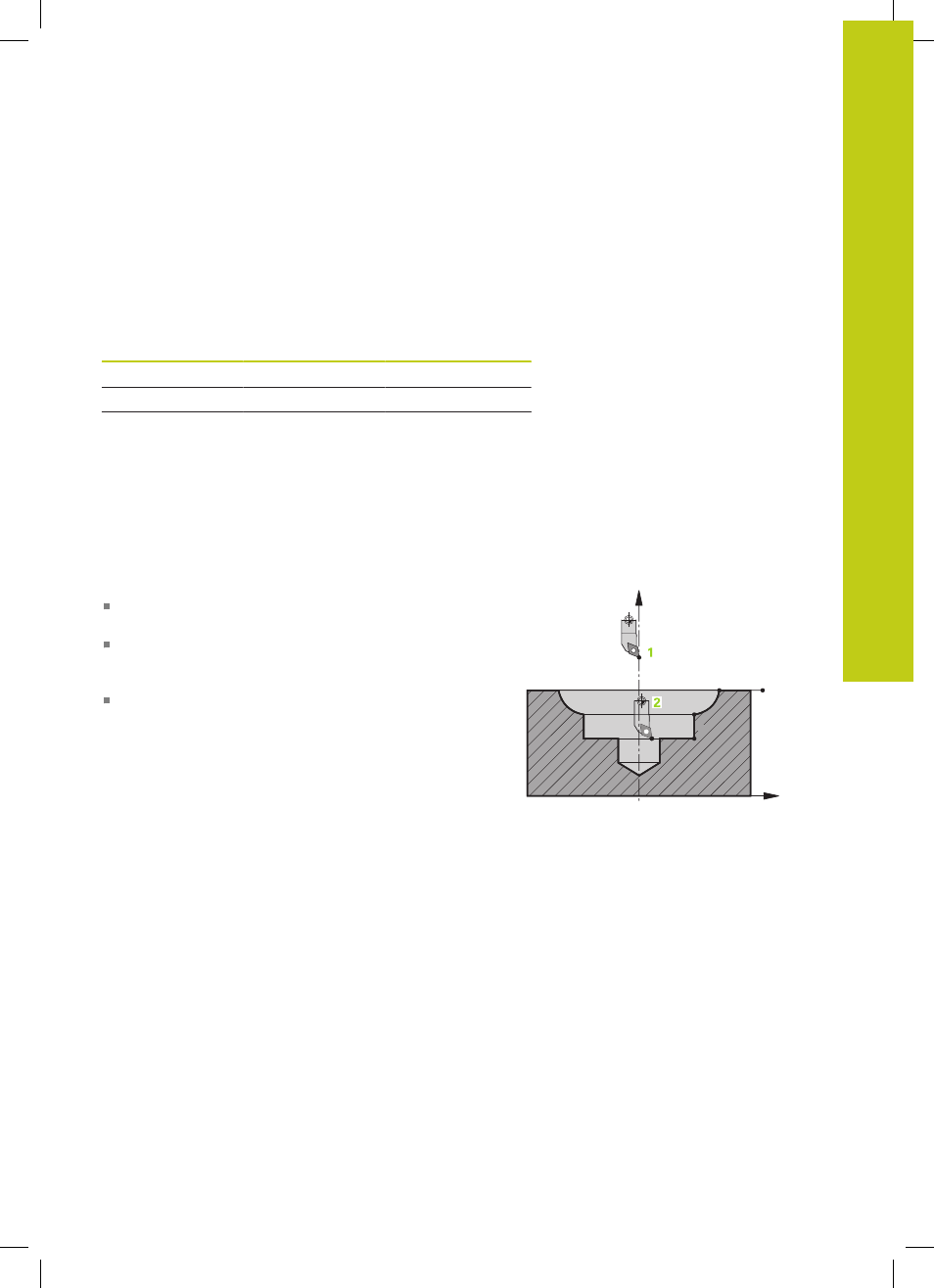
Vnitřní obrábění
Střed otáčení je poloha nástroje při vyvolání cyklu v
rovině obrábění
1
Od začátku se nesmí destička břitu ale ani střed
vřetena ve středu rotace pohybovat!
Dbejte na to
při popisu vašeho obrysu!
2
Popsaný obrys se neprodlužuje automaticky
o bezpečnou vzdálenost. Prodloužení obrysu
musíte naprogramovat v podprogramu. Ve směru
osy nástroje polohuje TNC na začátku obrábění
rychloposuvem do startovního bodu obrysu!
Na
startovním bodu obrysu nesmí být žádný materiál!
Dbejte na další body při programování vašeho
vnitřního obrysu:
– Programujte monotónně rostoucí radiální a axiální
souřadnice, např. 1-5
– Nebo programujte monotónně klesající radiální a
axiální souřadnice, např. 5-1
– Vnitřní obrysy programujte s rádiusem větším než
je rádius nástroje.
1
3
4
5
2
Z
X