Provádění cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 229
PLÁŠŤ VÁLCE frézování výstupků (cyklus 29, DIN / ISO: G129,
volitelný software 1)
8.4
8
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
229
8.4
PLÁŠŤ VÁLCE frézování výstupků
(cyklus 29, DIN / ISO: G129, volitelný
software 1)
Provádění cyklu
Tímto cyklem můžete přenést na plášť válce výstupek, definovaný
na rozvinuté ploše. TNC nastavuje nástroj u tohoto cyklu tak,
aby stěny při aktivní korekci rádiusu probíhaly vždy navzájem
rovnoběžně. Dráhu středu výstupku naprogramujte s udáním
korekce rádiusu nástroje. Korekcí rádiusu určíte, zda TNC zhotoví
výstupek sousledným či nesousledným obráběním.
Na koncích výstupku TNC přidává zásadně vždy jeden půlkruh,
jehož rádius odpovídá polovině šířky výstupku.
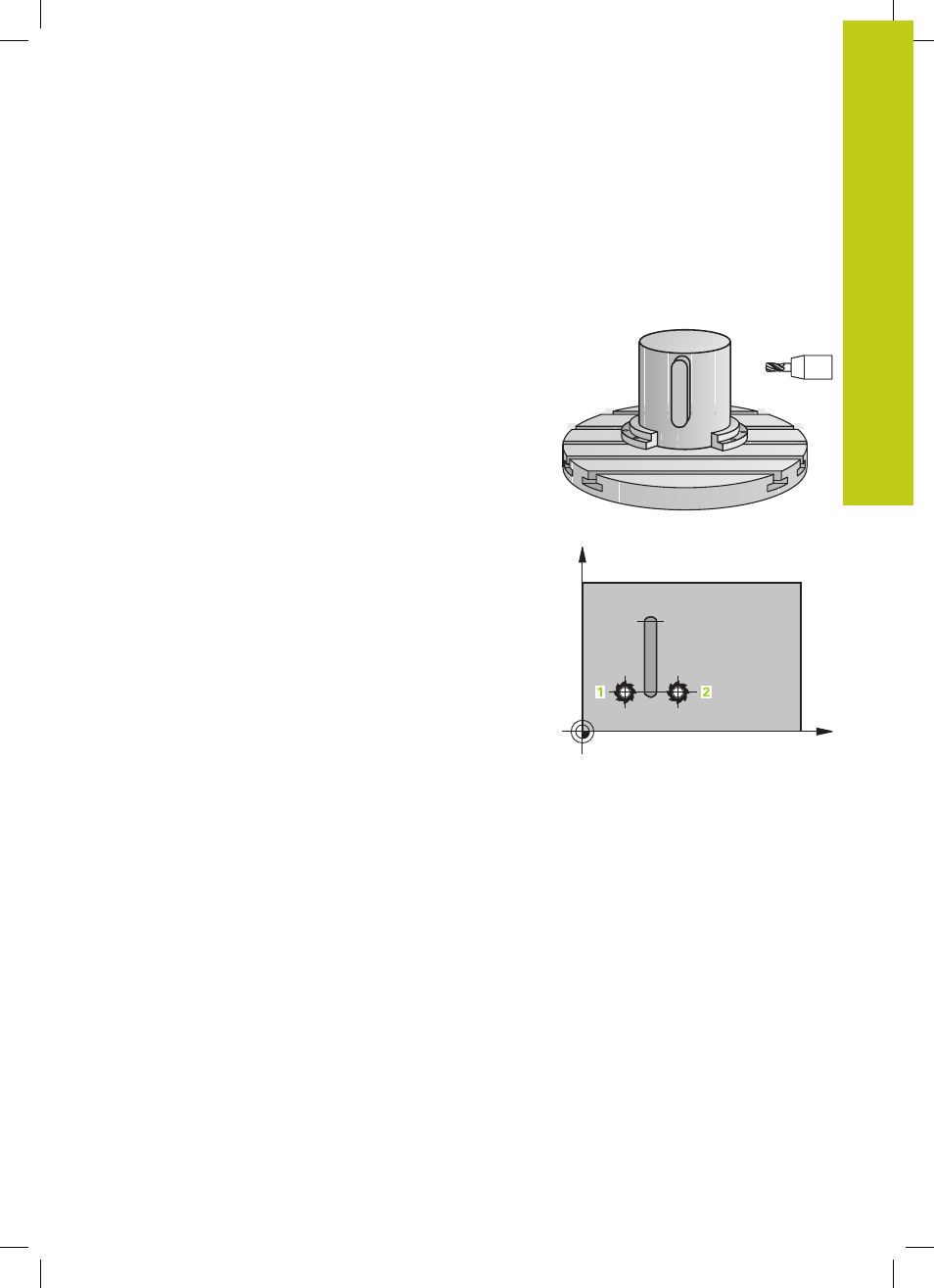
1 TNC napolohuje nástroj nad startovní bod obrábění. Výchozí
bod TNC vypočítá ze šířky výstupku a průměru nástroje. Leží
přesazený o polovinu šířky výstupku a průměr nástroje vedle
prvního bodu, který je definovaný v podprogramu obrysu.
Korekce rádiusu určuje, zda se začne vlevo (
1
, RL= sousledně)
nebo vpravo od výstupku (
2
, RR = nesousledně).
2 Když TNC napolohoval do první hloubky přísuvu, tak nástroj
jede po kružnici frézovacím posuvem Q12 tangenciálně na
stěnu výstupku. Popřípadě se bere do úvahy přídavek na
obrobení stěny načisto.
3 V první hloubce přísuvu jede nástroj frézovacím posuvem Q12
podél stěny, až je výstupek kompletně obrobený.
4 Poté odjede nástroj tangenciálně od stěny výstupku zpět do
výchozího bodu obrábění.
5 Kroky 2 až 4 se opakují, až se dosáhne naprogramované
hloubky frézování Q1.
6 Poté odjede nástroj v ose nástroje zpět do bezpečné výšky nebo
na poslední polohu naprogramovanou před cyklem.
Y (Z)
X (C)