Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 414
Cykly: soustružení
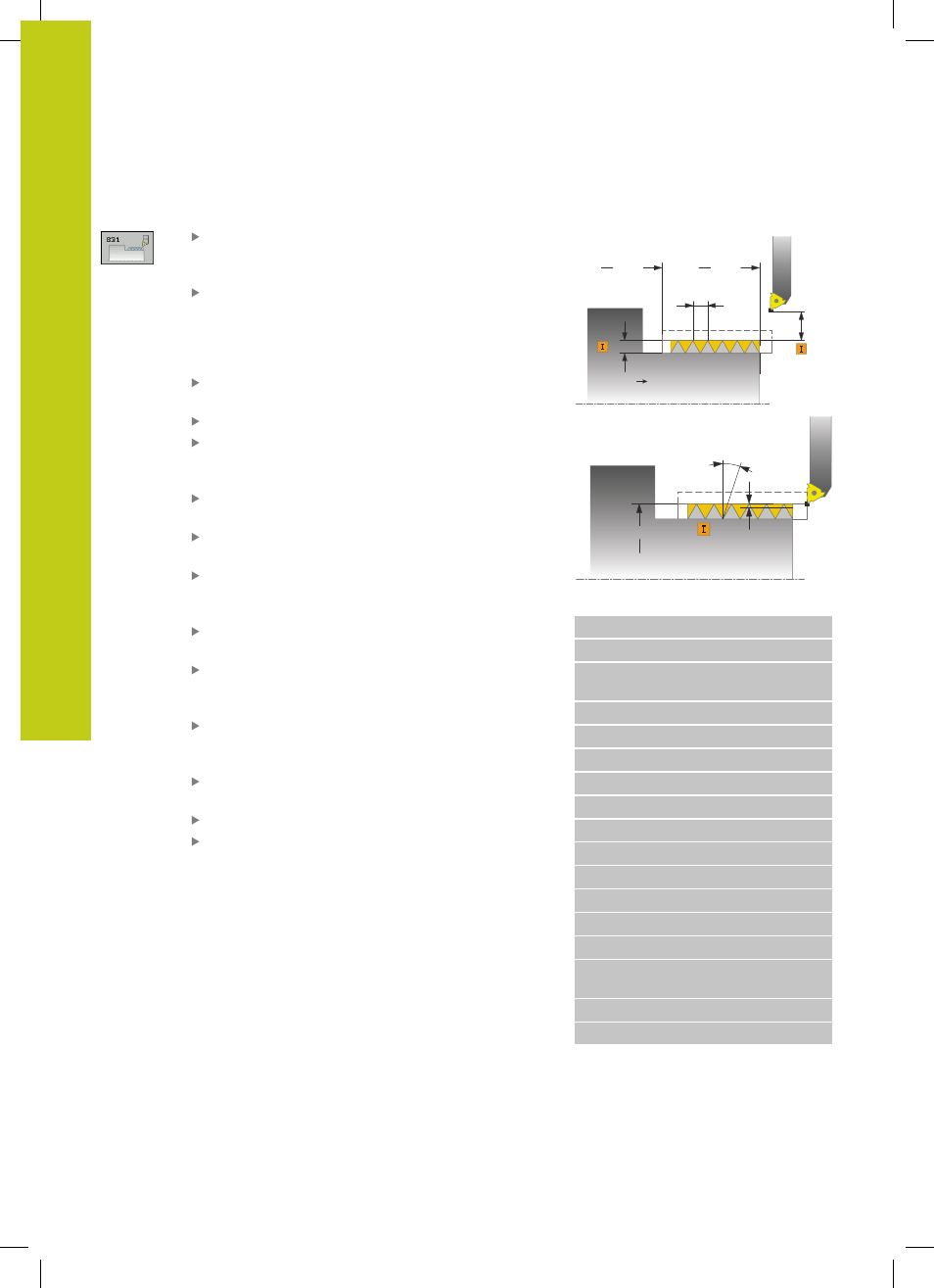
12.28 ZÁVIT AXIÁLNĚ
(cyklus 831, DIN/ISO: G831)
12
414
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
Parametry cyklu
Poloha závitu
Q471: Definování polohy závitu:
0
: Vnější závit
1
: Vnitřní závit
Bezpečná vzdálenost
Q460: Bezpečná vzdálenost
v radiálním a axiálním směru. V axiálním
směru slouží bezpečná vzdálenost ke zrychlení
(rozjezdová dráha) na synchronizovanou rychlost
posuvu.
Průměr závitu
Q491: Definování jmenovitého
průměru závitu.
Stoupání závitu
Q472: stoupání závitu.
Hloubka závitu
Q473 (inkrementálně): hloubka
závitu. Při zadání 0 přebírá řídicí systém hloubku
podle stoupání pro metrické závity.
Začátek obrysu Z
Q492: Souřadnice Z startovního
bodu
Konec obrysu Z
Q494: Souřadnice Z koncového
bodu, včetně doběhu závitu Q474.
Výběh závitu
Q474 (inkrementálně): Délka dráhy,
během které se na konci závitu zdvihá z aktuální
hloubky přísuvu na průměr závitu Q460.
Maximální hloubka řezu
Q463: Maximální hloubka
přísuvu v radiálním směru, vztažená k poloměru.
Úhel přísuvu
Q467: Úhel pod nímž se provádí
přísuv Q463. Vztažný úhel je kolmice k ose
naklápění.
Druh přísuvu
Q468: Určení způsobu přísuvu:
0
: konstantní průřez (přísuv se snižuje s hloubkou)
1
: konstantní hloubka přísuvu
Startovní úhel
Q470: Úhel vřetena, u kterého se má
provést začátek závitu.
Počet chodů
Q475: Počet chodů závitu
Počet prázdných řezů
Q476: Počet prázdných řezů
bez přísuvu na konečnou hloubku závitu
Q460
Q472
Q473
=0 ISO
1502
Q492
Q494
Ø Q491
Q467
Q463
NC-bloky
11 CYCL DEF 831 ZÁVIT PODÉLNĚ
Q471=+0
;POLOHA ZÁVITU
Q460=+5
;BEZPEČNÁ
VZDÁLENOST
Q491=+75
;PRŮMĚR ZÁVITU
Q472=+2
;STOUPÁNÍ ZÁVITU
Q473=+0
;HLOUBKA ZÁVITU
Q492=+0
;START OBRYSU Z
Q494=-15
;KONEC OBRYSU Z
Q474=+0
;VÝBĚH ZÁVITU
Q463=+0.5
;MAX. HLOUBKA ŘEZU
Q467=+30
;ÚHEL PŘÍSUVU
Q468=+0
;ZPŮSOB PŘÍSUVU
Q470=+0
;STARTOVNÍ ÚHEL
Q475=+30
;POČET CHODŮ
Q476=+30
;POČET PRÁZDNÝCH
ŘEZŮ
12 L X+80 Y+0 Z+2 FMAX M303
13 CYCL CALL