Parametry cyklu – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Uživatelská příručka
Stránka 126
Obráběcí cykly: Řezání závitů v otvoru / Frézování závitů
4.8
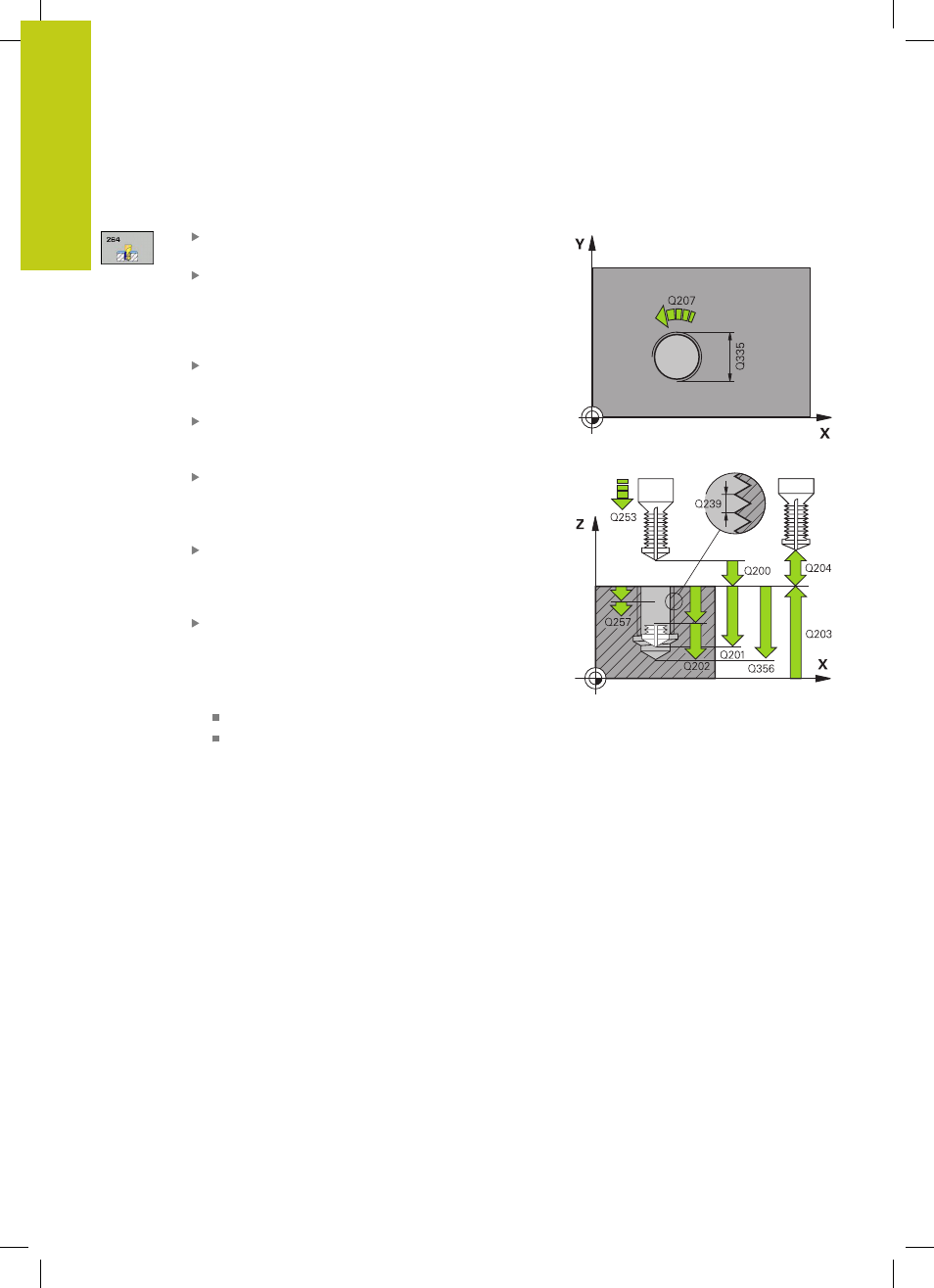
VRTACÍ FRÉZOVÁNÍ ZÁVITŮ (cyklus 264, DIN/ISO: G264)
4
126
TNC 640 | Uživatelská příručka programování cyklů | 3/2015
Parametry cyklu
Cílový průměr
Q335: jmenovitý průměr závitu.
Rozsah zadávání 0 až 99 999,9999
Stoupání závitu
Q239: Stoupání závitu. Znaménko
definuje pravý a levý závit:
+
= pravý závit
–
= levý závit
Rozsah zadávání -99,9999 až 99,9999
Hloubka závitu
Q201 (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem závitu. Rozsah
zadávání -99 999,9999 až 99 999,9999
Hloubka díry
Q356: (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem díry. Rozsah
zadávání -99 999,9999 až 99 999,9999
Posuv předpolohování
Q253: pojezdová rychlost
nástroje při zanořování do obrobku, případně při
vyjíždění z obrobku v mm/min. Rozsah zadávání 0
až 99 999,9999 alternativně FMAX, FAUTO
Druh frézování
Q351: Druh frézování při M3
+1
= sousledné frézování
-1
= nesousledné frézování (Pokud zadáte 0,
provádí se obrábění se sousledným chodem)
Hloubka přísuvu
Q202 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune. Hloubka nemusí
být násobkem hloubky přísuvu. Rozsah zadávání 0
až 99 999,9999
TNC najede na hloubku v jediné operaci, jestliže:
hloubka přísuvu a konečná hloubka jsou stejné;
hloubka přísuvu je větší než konečná hloubka.