2 nástrojová data, Předpoklady pro korekci nástroje, Číslo nástroje, název nástroje – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 193: Délka nástroje l
HEIDENHAIN iTNC 530
193
5.2 Nástrojová data
5.2 Nástrojová data
Předpoklady pro korekci nástroje
Souřadnice dráhových pohybů se obvykle programují tak, jak je
obrobek okótován na výkresu. Aby řízení TNC mohlo vypočítat dráhu
středu nástroje, tedy provést korekci nástroje, musíte pro každý
použitý nástroj zadat jeho délku a rádius.
Data nástroje můžete zadat buď přímo do programu pomocí funkce
G99 nebo odděleně do tabulek nástrojů. Zadáte-li data nástroje do
tabulek, pak jsou k dispozici ještě další informace specifické pro daný
nástroj. Při provádění programu obrábění bere TNC v úvahu všechny
zadané informace.
Číslo nástroje, název nástroje
Každý nástroj je označen číslem od 0 do 254. Když pracujete s
tabulkami nástrojů, můžete používat i vyšší čísla a kromě toho zadávat
názvy nástrojů. Jména nástrojů mohou obsahovat maximálně 16
znaků.
Nástroj s číslem 0 je definován jako nulový nástroj a má délku L=0 a
rádius R=0. V tabulkách nástrojů definujte nástroj T0 rovněž s L=0 a
R=0.
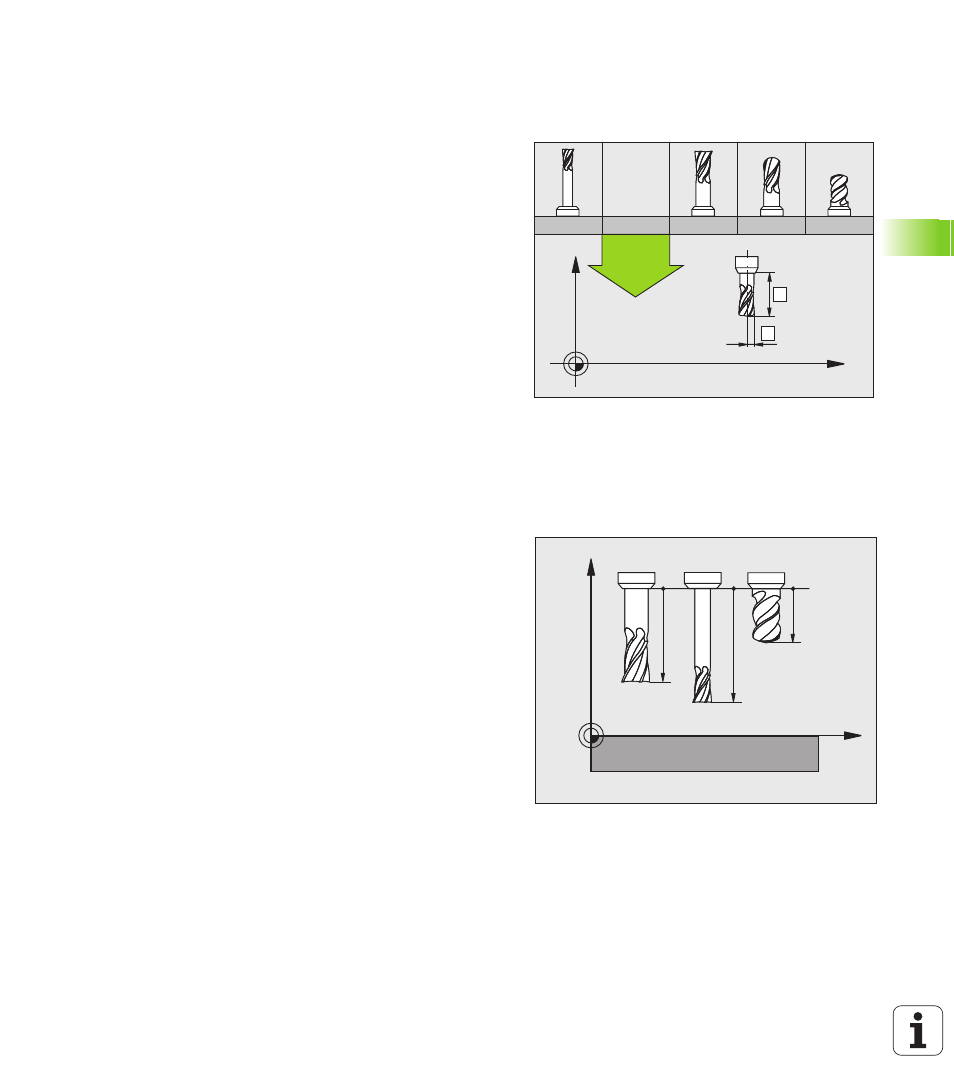
Délka nástroje L
Délku nástroje L byste měli zásadně zadávat jako absolutní délku,
vztaženou ke vztažnému bodu nástroje. TNC nutně potřebuje pro
četné funkce ve spojení s víceosovým obráběním celkovou délku
nástroje.
Z
X
1
18
13
12
8
R
L
8
Z
X
L3
L2
L1