Hloubka načisto (cyklus g123), 6 sl-cykly – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 406
Advertising
406
8 Programování: Cykly
8.6 SL-cykly
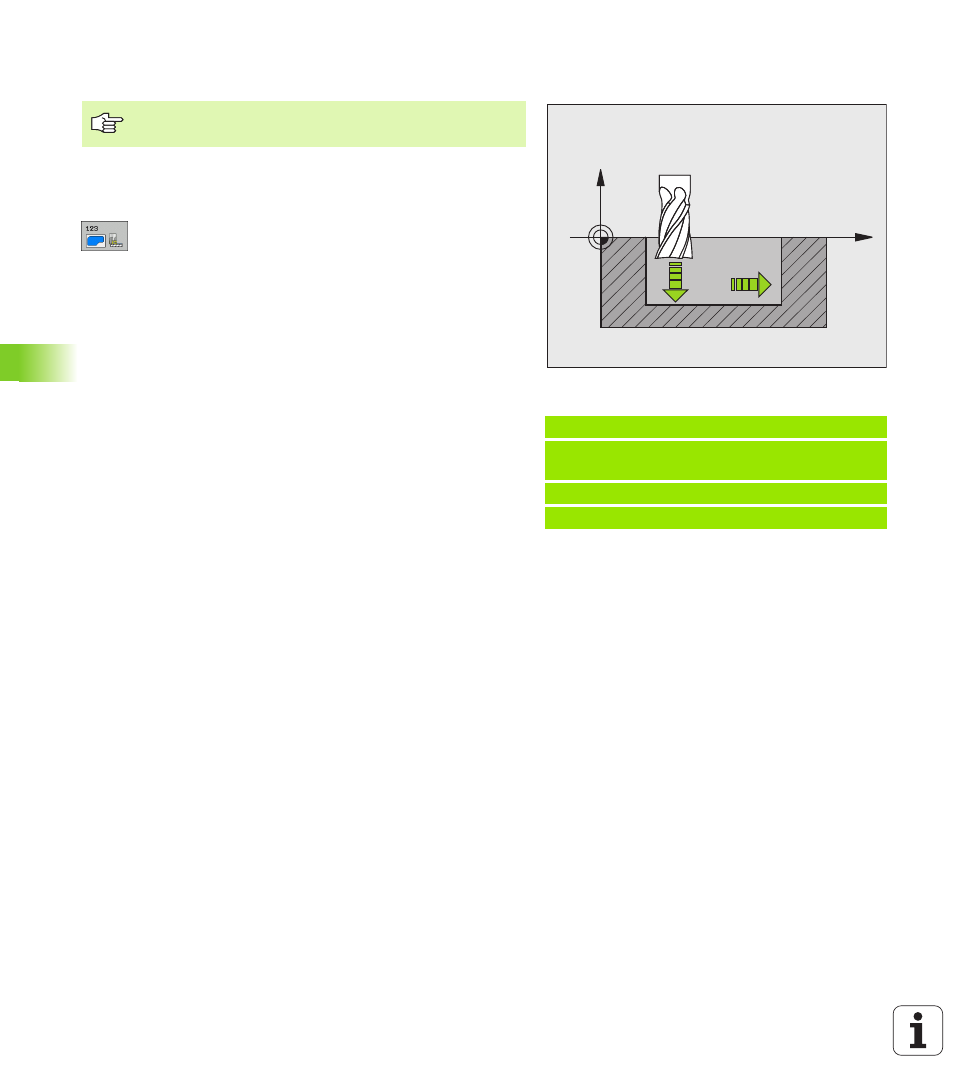
HLOUBKA NAČISTO (cyklus G123)
TNC najede měkce nástrojem (po svislé tangenciální kružnici) na
obráběnou plochu. Potom se odfrézuje přídavek na dokončení, který
zůstal při hrubování.
Posuv přísuvu do hloubky Q11: pojezdová rychlost
nástroje při zapichování.
Posuv vyhrubování Q12: frézovací posuv
Zpětný posuv Q208: pojezdová rychlost nástroje při
vyjíždění po obrábění v mm/min. Zadáte-li Q208=0,
pak TNC vyjíždí nástrojem posuvem Q12.
Példa: NC-blok
N60 G123 DOKONČENÍ DNA
Q11=100 ;POSUV PŘÍSUVU DO
HLOUBKY
Q12=350 ;POSUV HRUBOVÁNÍ
Q208=99999 ;POSUV PRO VYJETÍ
X
Z
Q11
Q12
TNC si sám zjistí bod startu pro dokončování. Tento bod
startu je závislý na prostorových poměrech v kapse.
Advertising