Korekce rádiusu nástroje, 3 korekce nástroje – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 209
HEIDENHAIN iTNC 530
209
5.3 Korekce nástroje
Korekce rádiusu nástroje
Programový blok pro pohyb nástroje obsahuje
RL nebo RR pro korekci rádiusu
R+ nebo R–, pro korekci rádiusu při osově rovnoběžném pojíždění
R0, nemá-li se korekce rádiusu provádět
Korekce rádiusu je účinná, jakmile je nástroj vyvolán a pojíždí se jím v
rovině obrábění některým přímkovým blokem s RL nebo RR.
U korekce rádiusu se bere zřetel na delta-hodnoty jak z bloku TOOL
CALL, tak i z tabulky nástrojů:
Hodnota korekce = R + DR
TOOL CALL
+ DR
TAB
kde
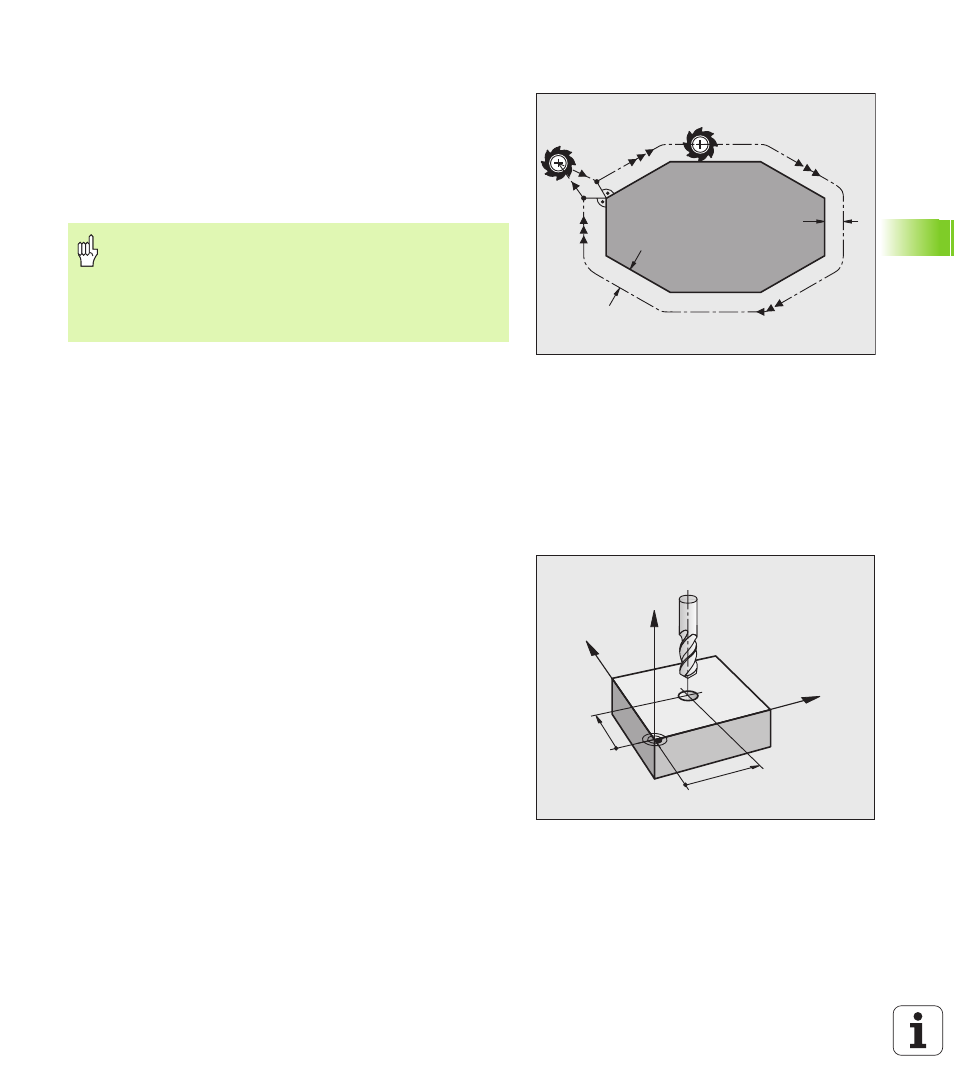
Dráhové pohyby bez korekce rádiusu: G40
Nástroj pojíždí svým středem po programované dráze v rovině
obrábění, případně po naprogramovaných souřadnicích.
Použití: vrtání, předpolohování.
R
R
G40
G41
TNC zruší korekci rádiusu, když:
naprogramujete přímkový blok s R0;
opustíte obrys funkcí DEP;
naprogramujete PGM CALL;
navolíte nový program pomocí PGM MGT.
R:
Rádius nástroje R z bloku G99 nebo tabulky
nástrojů,
DR
TOOL CALL
:
přídavek DR na rádius z bloku T (není
respektován v indikaci polohy),
DR
TAB:
Přídavek DR na rádius z tabulky nástrojů.
Y
X
Z
X
Y