Přímka rychloposuvem g00 přímka posuvem g01 f, Viz „přímka rychloposuvem g00 přímka, Posuvem g01 f... .” na straně 231), cyklus – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 231: 4 dráhové pohyby – pravoúhlé sou řadnice
HEIDENHAIN TNC iTNC 530
231
6.4 Dráhové pohyby – pravoúhlé sou
řadnice
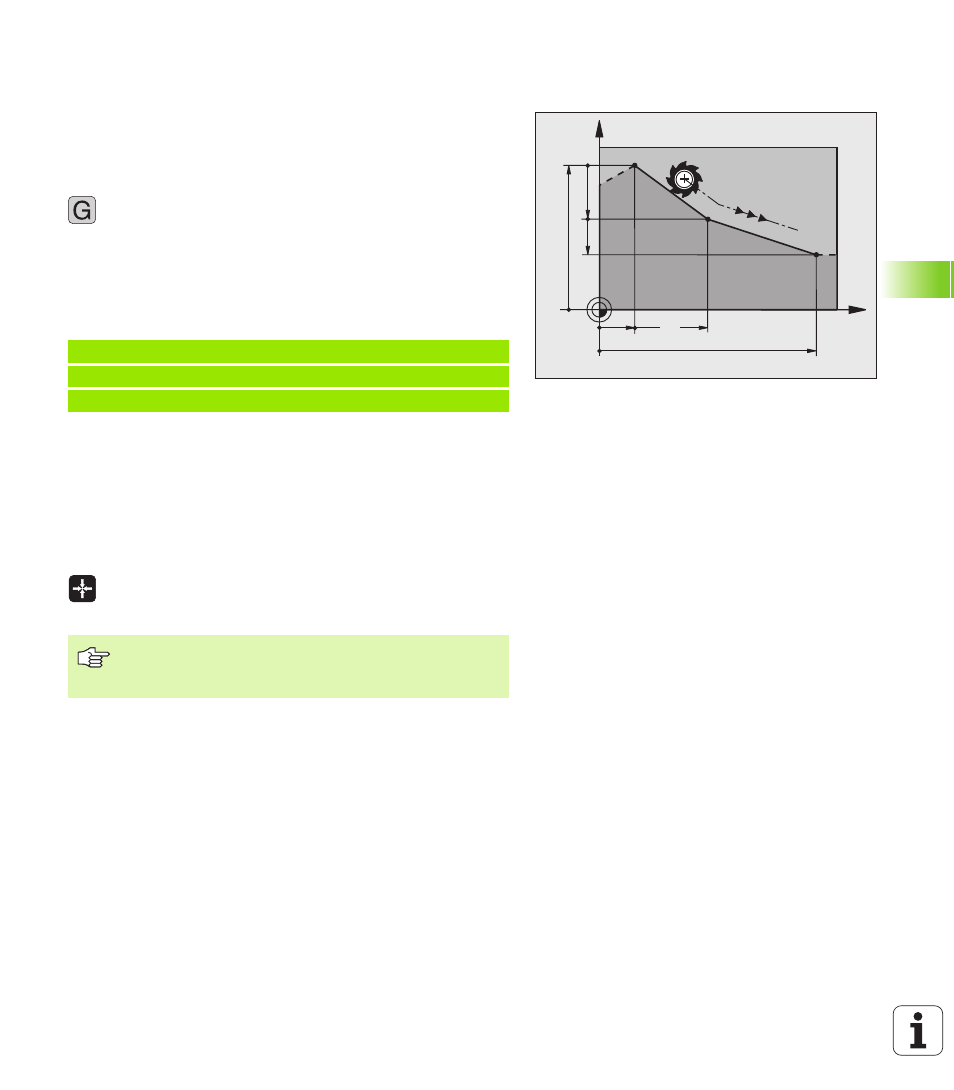
Přímka rychloposuvem G00
Přímka posuvem G01 F... .
TNC přejíždí nástrojem po přímce ze své aktuální polohy do
koncového bodu přímky. Bodem startu je koncový bod předchozího
bloku.
Programování
Souřadnice koncového bodu přímky
Je-li třeba:
Korekce rádiusu G40/G41/G42
Posuv F
Přídavná funkce M
Příklad NC-bloků
Převzetí aktuální polohy
Přímkový blok (blok G01) můžete též vygenerovat stiskem klávesy
„PŘEVZETÍ AKTUÁLNÍ POLOHY“:
Najeďte nástrojem v režimu Ruční provoz do polohy, která se má
převzít.
Přepněte obrazovku na Program zadat/editovat.
Zvolte programový blok, za který má být blok vložen.
Stiskněte klávesu "PŘEVZETÍ AKTUÁLNÍ POLOHY":
TNC vygeneruje blok G01 se souřadnicemi aktuální
polohy.
X
Y
60
15
40
10
10
20
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Počet os, které TNC uloží do bloku G01, nadefinujte
pomocí MOD-funkce (viz „Volba MOD-funkcí”,
1