8 cykly pro plošné frézování ( řádkování) – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 450
450
8 Programování: Cykly
8.8 Cykly pro plošné frézování (
řádkování)
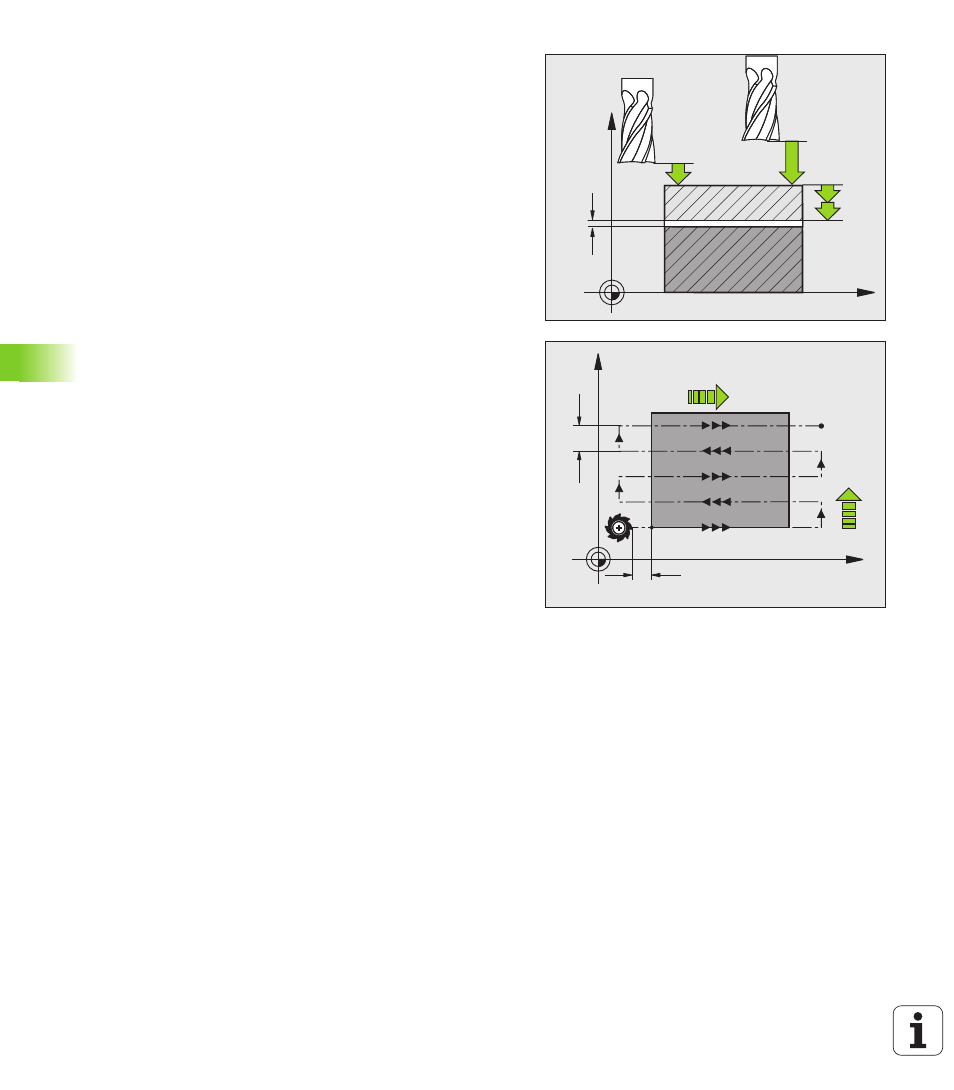
Maximální hloubka přísuvu Q202 (inkrementálně):
rozměr, o který se nástroj pokaždé maximálně
přisune. TNC vypočítá skutečnou hloubku přísuvu z
rozdílu mezi koncovým bodem a bodem startu v ose
nástroje – s ohledem na přídavek pro obrábění
načisto – tak, aby se vždy pracovalo se stejnou
hloubkou přísuvu.
Přídavek na dokončení dna Q369 (inkrementálně):
hodnota, která se má použít jako poslední přísuv
Koeficient maximálního překrytí dráhy Q370:
maximální boční přísuv k. TNC vypočítá skutečný
boční přísuv z 2. boční délky (Q219) a rádiusu
nástroje tak, aby se pracovalo vždy s konstantním
bočním přísuvem. Pokud jste zanesli do tabulky
nástrojů rádius R2 (například rádius destičky při
použití nožové hlavy), tak TNC příslušně zmenší
boční přísuv.
Posuv pro frézování Q207: pojezdová rychlost nástroje
při frézování v mm/min
Posuv obrábění načisto Q385: pojezdová rychlost
nástroje při frézování posledního přísuvu v mm/min
Posuv předpolohování Q253: pojezdová rychlost
nástroje při najíždění startovní polohy a při jízdě na
další řádku v mm/min; pokud jedete napříč
materiálem (Q389=1), tak TNC jede příčný přísuv s
frézovacím posuvem Q207
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k