4 provádění programu, Použití provádění obráběcího programu, 4 provád ění programu 12.4 provádění programu – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 585: Použití, Provádění obráběcího programu
HEIDENHAIN iTNC 530
585
12.4 Provád
ění programu
12.4 Provádění programu
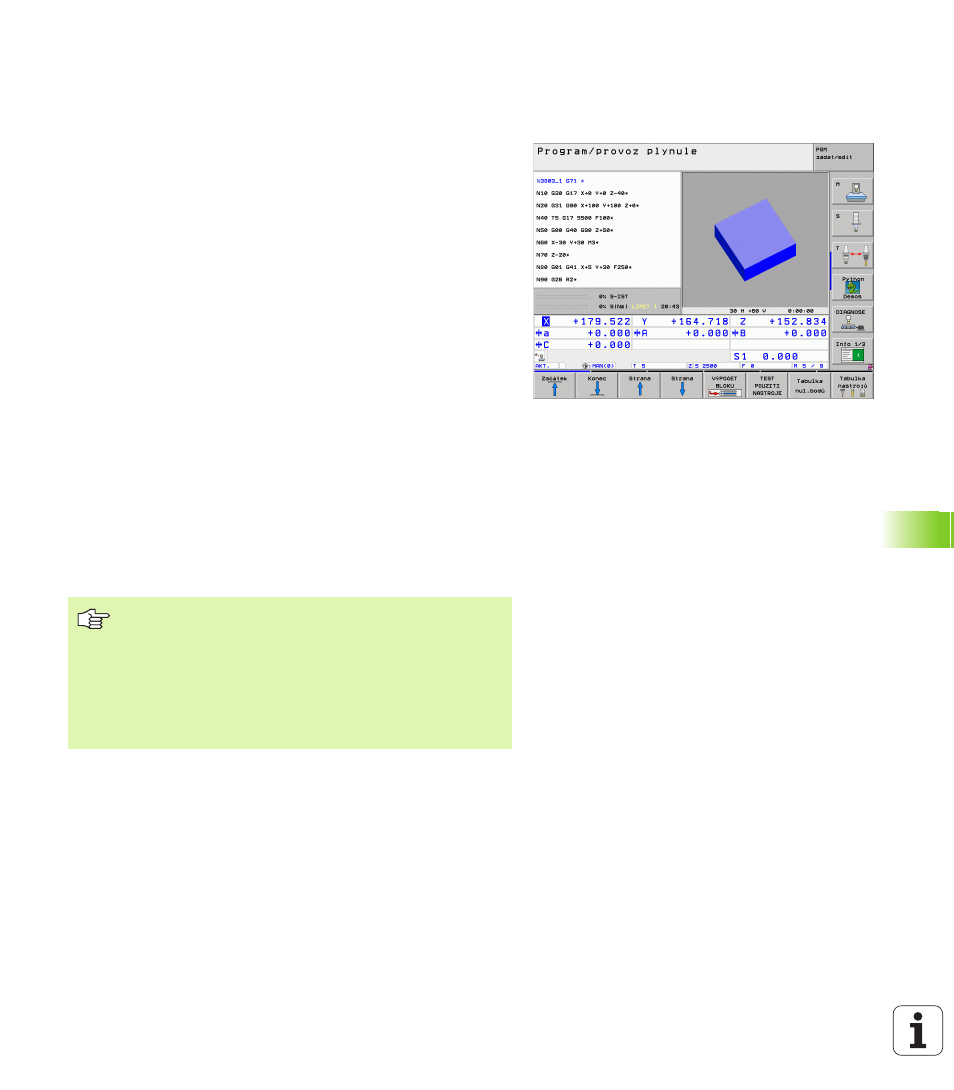
Použití
V provozním režimu "Provádění programu" provádí TNC program
obrábění plynule až do konce programu nebo až do jeho přerušení.
V provozním režimu "Provádění programu po bloku" provádí TNC
každý blok jednotlivě po stisknutí externí klávesy START.
V provozních režimech "Provádění programu" můžete použít
následující funkce TNC:
Přerušení provádění programu
Provádění programu od určitého bloku
Přeskočení bloků
Editace tabulky nástrojů TOOL.T
Kontrola a změna Q-parametrů
Proložené polohování ručním kolečkem
Funkce pro grafické znázornění
Doplňkové zobrazení stavu
Provádění obráběcího programu
Příprava
1 Upnout obrobek na stůl stroje
2 Nastavit vztažný bod
3 Zvolit potřebné tabulky a soubory palet (status M)
4 Zvolit program obrábění (status M)
Provádění programu plynule
Program obrábění odstartujte externí klávesou START
Provádění programu po bloku
Každý blok programu obrábění odstartujte jednotlivě externí
klávesou START
Posuv a otáčky vřetena můžete měnit pomocí otočných
regulátorů override.
Softklávesou FMAX můžete snížit rychlost posuvu,
chcete-li NC-program zajíždět. Redukce platí pro všechny
rychloposuvy a pojezdy. Vámi zadaná hodnota nezůstává
po vypnutí a zapnutí stroje aktivní. K obnovení definované
maximální rychlosti posuvu po zapnutí musíte příslušnou
číselnou hodnotu vždy znovu zadat.