5 dráhové pohyby – polární sou řadnice – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 246
246
6 Programování: Programování obrysů
6.5 Dráhové pohyby – polární sou
řadnice
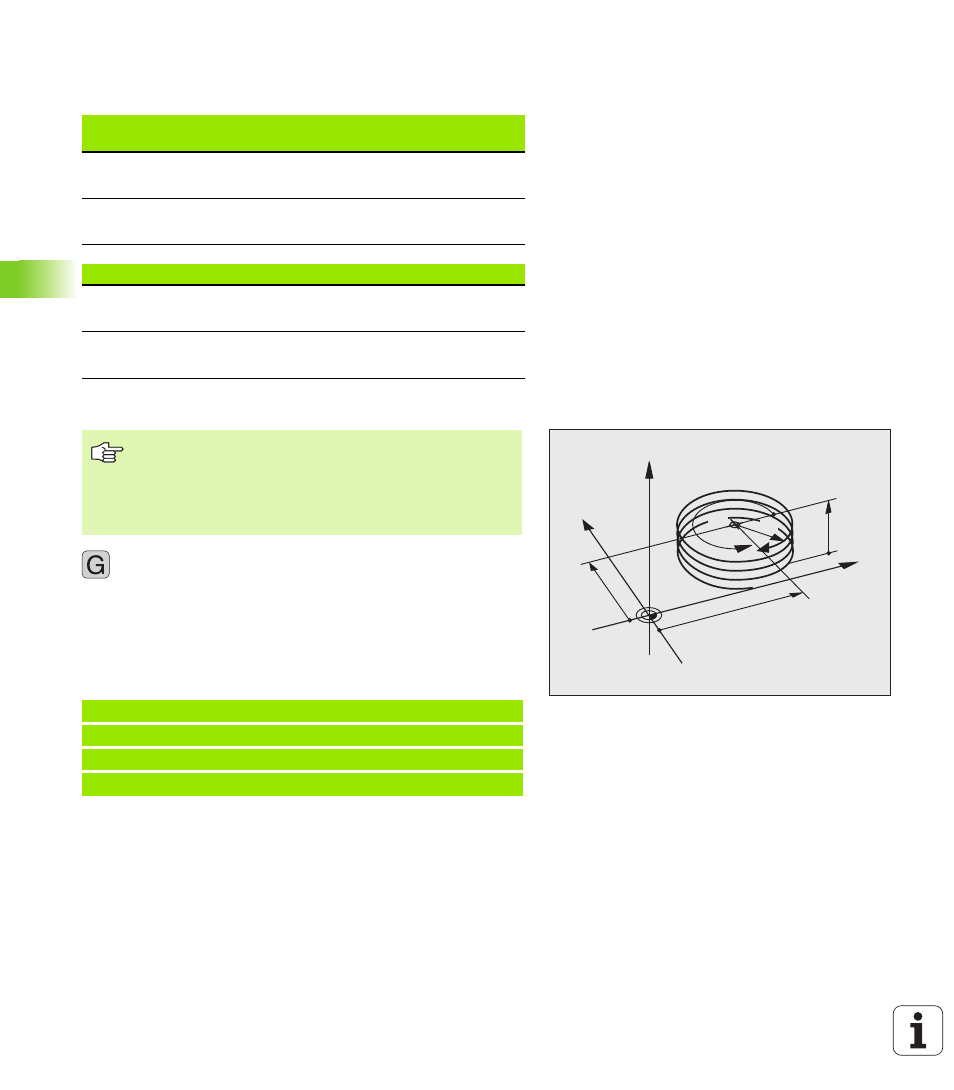
Tvar šroubovice
Tabulka popisuje vztah mezi směrem obrábění, smyslem otáčení a
korekcí rádiusu pro určité tvary dráhy.
Programování šroubovice
Úhel polární souřadnice H: zadejte celkový úhel
přírůstkově, protože nástroj jede po šroubovici. Po
zadání úhlu zvolte osu nástroje některým z
tlačítek pro volbu os.
Souřadnici pro výšku šroubovice zadejte přírůstkově.
Zadejte korekci rádiusu G41/G42 podle tabulky.
Příklady NC-bloků: závit M6 x 1 mm s 5 chody
Vnitřní závit
Směr
obrábění
Smysl
otáčení
Korekce
rádiusu
pravochodý
levochodý
Z+
Z+
G13
G12
G41
G42
pravochodý
levochodý
Z–
Z–
G12
G13
G42
G41
Vnější závit
pravochodý
levochodý
Z+
Z+
G13
G12
G42
G41
pravochodý
levochodý
Z–
Z–
G12
G13
G41
G42
Y
X
Z
25
40
5
270°
R3
CC
Zadejte smysl otáčení a přírůstkový celkový úhel G91 H se
stejným znaménkem, jinak může nástroj přejíždět po jiné,
chybné dráze.
Pro celkový úhel IPA lze zadat hodnotu od -99 999,9999 °
až do +99 999,9999 °.
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H-1800 Z+5 *
12