É (viz „kruhová dráha g02/g03, G05 okolo středu kruhu i, j” na straně 235), Kruhová dráha g02/g03/g05 okolo středu kruhu i, j – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 235: 4 dráhové pohyby – pravoúhlé sou řadnice
HEIDENHAIN TNC iTNC 530
235
6.4 Dráhové pohyby – pravoúhlé sou
řadnice
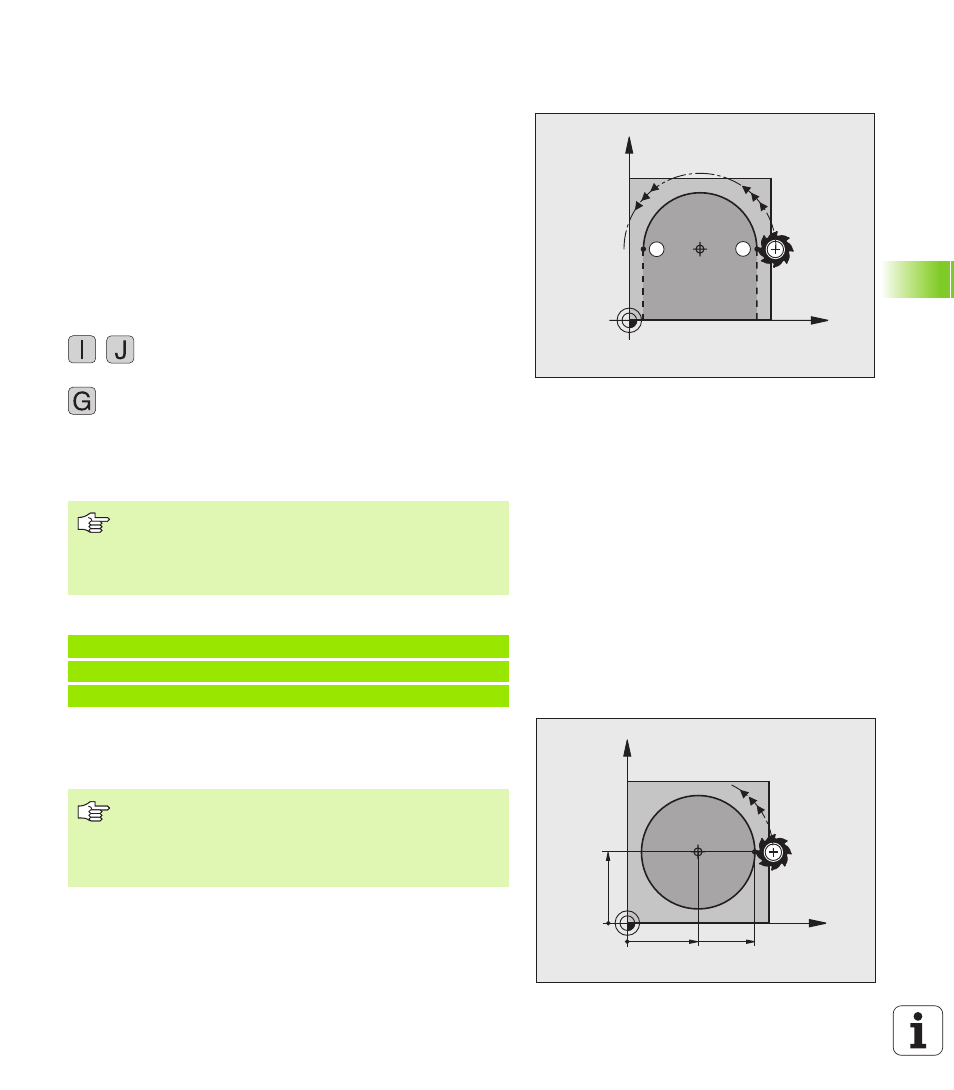
Kruhová dráha G02/G03/G05 okolo středu
kruhu I, J
Před programováním kruhové dráhy definujte střed kruhu I, J.
Naposledy programovaná poloha nástroje před kruhovou dráhou je
startovním bodem kruhové dráhy.
Smysl otáčení
Ve směru hodinových ručiček: G02
Proti směru hodinových ručiček: G03
Bez udání směru otáčení: G05. TNC jede kruhovou dráhu s
naposledy naprogramovaným směrem otáčení.
Programování
Najetí nástrojem na výchozí bod kruhové dráhy
Zadejte souřadnice středu kruhu
Zadejte souřadnice koncového bodu kruhového
oblouku
Je-li třeba:
Posuv F
Přídavná funkce M
Příklad NC-bloků
Úplný kruh
Pro koncový bod naprogramujte stejné souřadnice jako pro výchozí
bod.
S
E
X
Y
I,J
TNC normálně projíždí kruhové dráhy v aktivní rovině
obrábění. Programujete-li kružnice, které neleží v aktivní
rovině obrábění, např. G2 Z… X … v ose nástroje Z, a
současně tyto pohyby rotují, tak TNC projíždí prostorový
kruh, tedy kruh ve 3 osách.
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
3
X
Y
25=I
45
25=J
CC
Výchozí bod a koncový bod kruhového pohybu musí ležet
na kruhové dráze.
Tolerance zadání: až 0,016 mm (volitelná přes MP7431)
Nejmenší možný kruh, který může TNC jet: 0,0016 µm.