6 sl-cykly – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 418
418
8 Programování: Cykly
8.6 SL-cykly
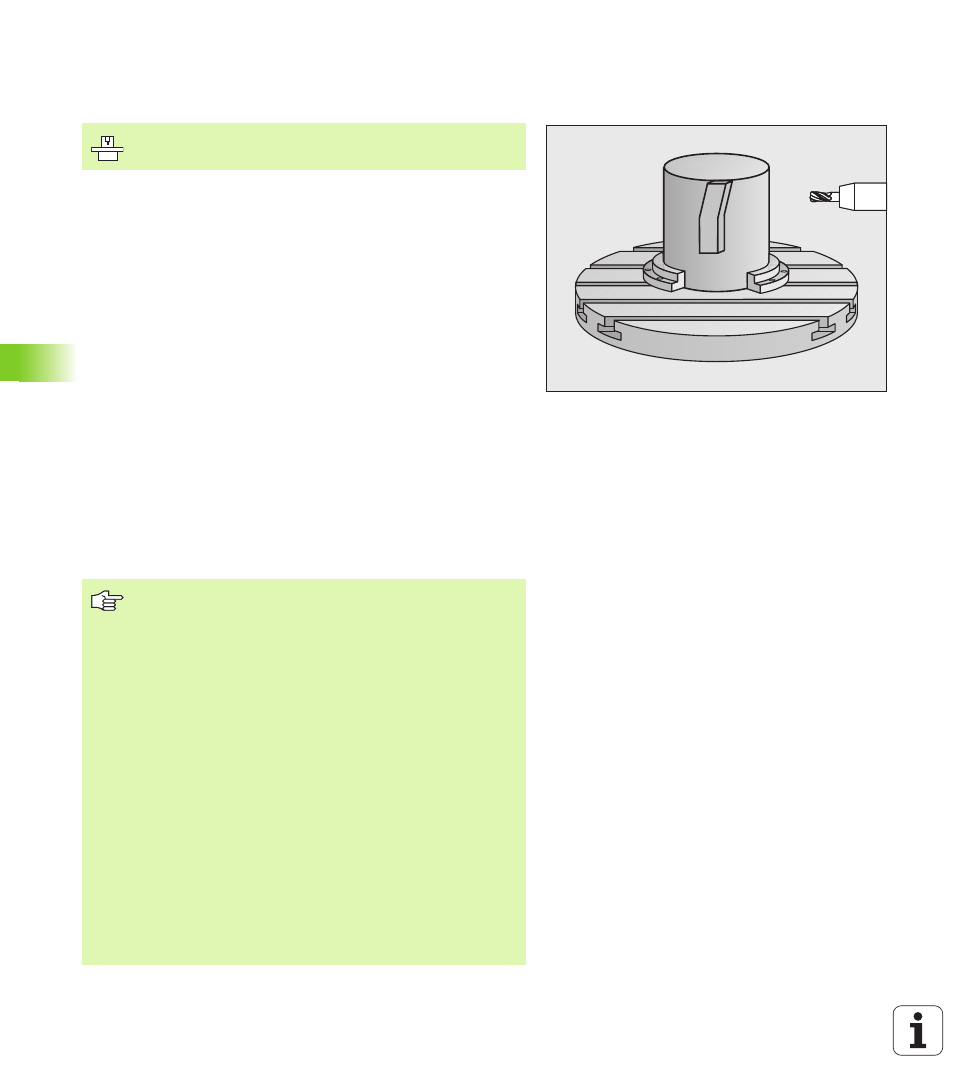
PLÁŠŤ VÁLCE frézování vnějšího obrysu
(cyklus G139, volitelný software 1)
Tímto cyklem můžete přenést na plášť válce otevřený obrys
definovaný na rozvinuté ploše. TNC nastavuje nástroj u tohoto cyklu
tak, aby stěna frézovaného obrysu probíhala při aktivní korekci rádiusu
rovnoběžně s osou válce.
Na rozdíl od cyklů 28 a 29 definujete v podprogramu obrysu skutečně
obráběný obrys.
1 TNC napolohuje nástroj nad výchozí bod obrábění. TNC umístí
výchozí bod přesazený o polovinu průměru nástroje vedle prvního
bodu, který je definovaný v podprogramu obrysu.
2 Když TNC napolohoval do první hloubky přísuvu, tak nástroj jede
po kružnici frézovacím posuvem Q12 tangenciálně na obrys.
Popřípadě se bere do úvahy přídavek na obrobení stěny načisto.
3 V první hloubce přísuvu jede nástroj frézovacím posuvem Q12
podél obrysu, až je definovaný úsek obrysu kompletně obrobený.
4 Poté odjede nástroj tangenciálně od stěny výstupku zpět do
výchozího bodu obrábění.
5 Kroky 2 až 4 se opakují, až se dosáhne programované hloubky
frézování Q1
6 Poté odjede nástroj v ose nástroje zpět do bezpečné výšky nebo
na poslední polohu naprogramovanou před cyklem (v závislosti na
strojním parametru 7420).
Stroj a TNC musí být výrobcem stroje připraveny.
Před programováním dbejte na tyto body
Dbejte na to, aby měl nástroj pro najíždění a odjíždění
dostatečně místa po stranách.
Paměť pro jeden SL-cyklus je omezená. V jednom SL-
cyklu můžete naprogramovat maximálně 8 192
obrysových prvků.
Znaménko parametru cyklu Hloubka definuje směr
obrábění. Naprogramujete-li hloubku = 0, pak TNC cyklus
neprovede.
Válec musí být na otočném stole upnut vystředěně.
Osa vřetena musí směřovat kolmo k ose otočného stolu.
Není-li tomu tak, pak TNC vypíše chybové hlášení.
Tento cyklus můžete provádět též při naklopené rovině
obrábění.
TNC zkontroluje, zda korigovaná a nekorigovaná dráha
nástroje leží uvnitř rozsahu indikace rotační osy (je
definována ve strojním parametru 810.x). Při chybovém
hlášení „Chyba v programování obrysu“, případně
nastavte MP 810.x = 0.