1 práce s cykly – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 298
298
8 Programování: Cykly
8.1 Práce s cykly
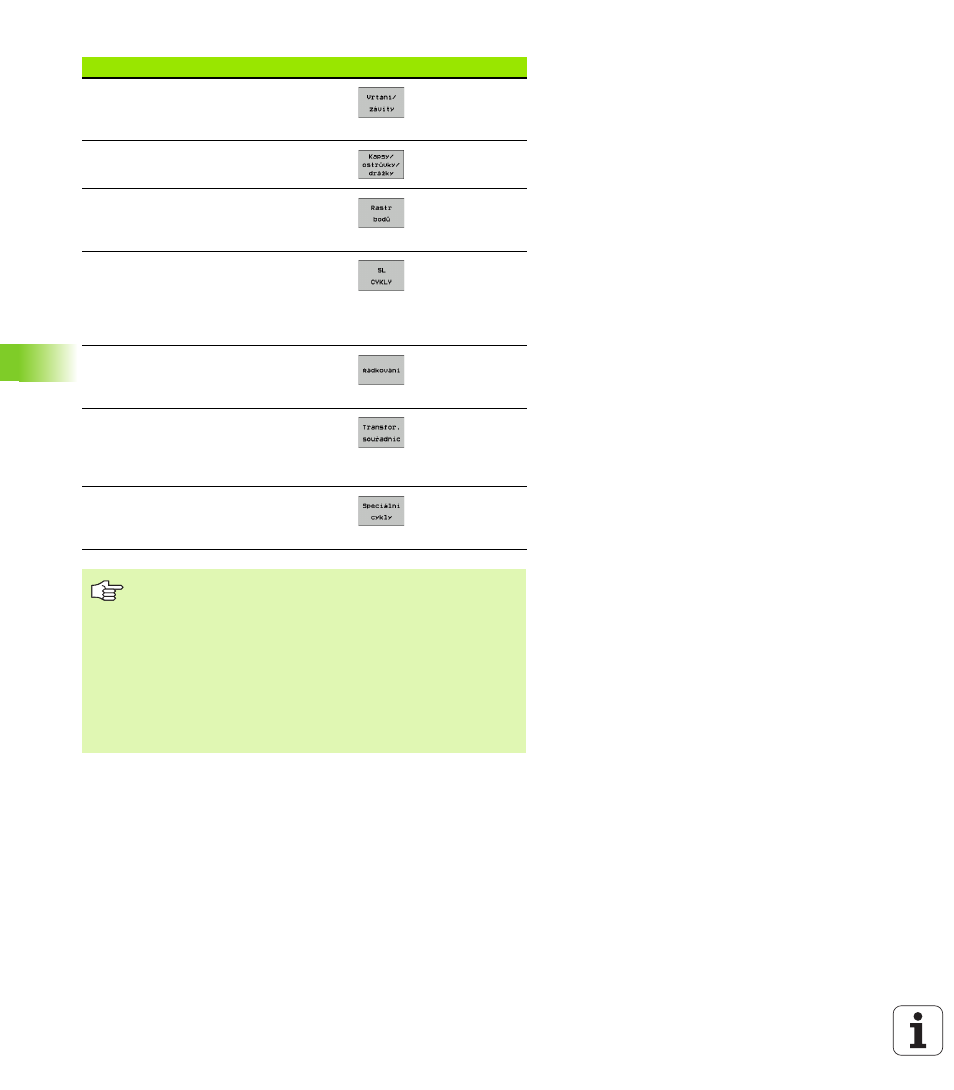
Skupina cyklů
Softklávesa Stránka
Cykly hlubokého vrtání, vystružování,
vyvrtávání, zahlubování, vrtání závitů,
řezání závitů a frézování závitů
Cykly k frézování kapes, čepů a drážek
Cykly k vytváření bodových rastrů,
například díry na kružnici nebo
děrované plochy
SL-cykly (Subcontour-List), jimiž lze
obrábět souběžně s obrysem náročnější
obrysy, které se skládají z více
navazujících dílčích obrysů, interpolace
na plášti válce
Cykly k plošnému frézování (řádkování)
rovinných nebo vzájemně se
pronikajících ploch
Cykly pro transformaci (přepočet)
souřadnic, jimiž lze libovolné obrysy
posouvat, natáčet, zrcadlit, zvětšovat a
zmenšovat
Speciální cykly časové prodlevy,
vyvolání programu, orientace vřetena,
tolerance
Jestliže u obráběcích cyklů s čísly vyššími než 200
použijete nepřímé přiřazení parametrů (například D00
Q210 = Q1), nebude změna přiřazeného parametru
(například Q1) po definování cyklu účinná. V těchto
případech definujte parametr cyklu (například D00
Q210=5) přímo.
Abyste mohli obrábět s obráběcími cykly G83 až G86, G74
až G78 a G56 až G59 i na starších řídicích systémech
TNC, musíte u bezpečné vzdálenosti a u hloubky přísuvu
navíc naprogramovat záporné znaménko.