Posunutí nulového bodu (cyklus g54), 9 cykly pro transformace (p řepo čet ) sou řadnic – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 455
HEIDENHAIN iTNC 530
455
8.9 Cykly pro transformace (p
řepo
čet
) sou
řadnic
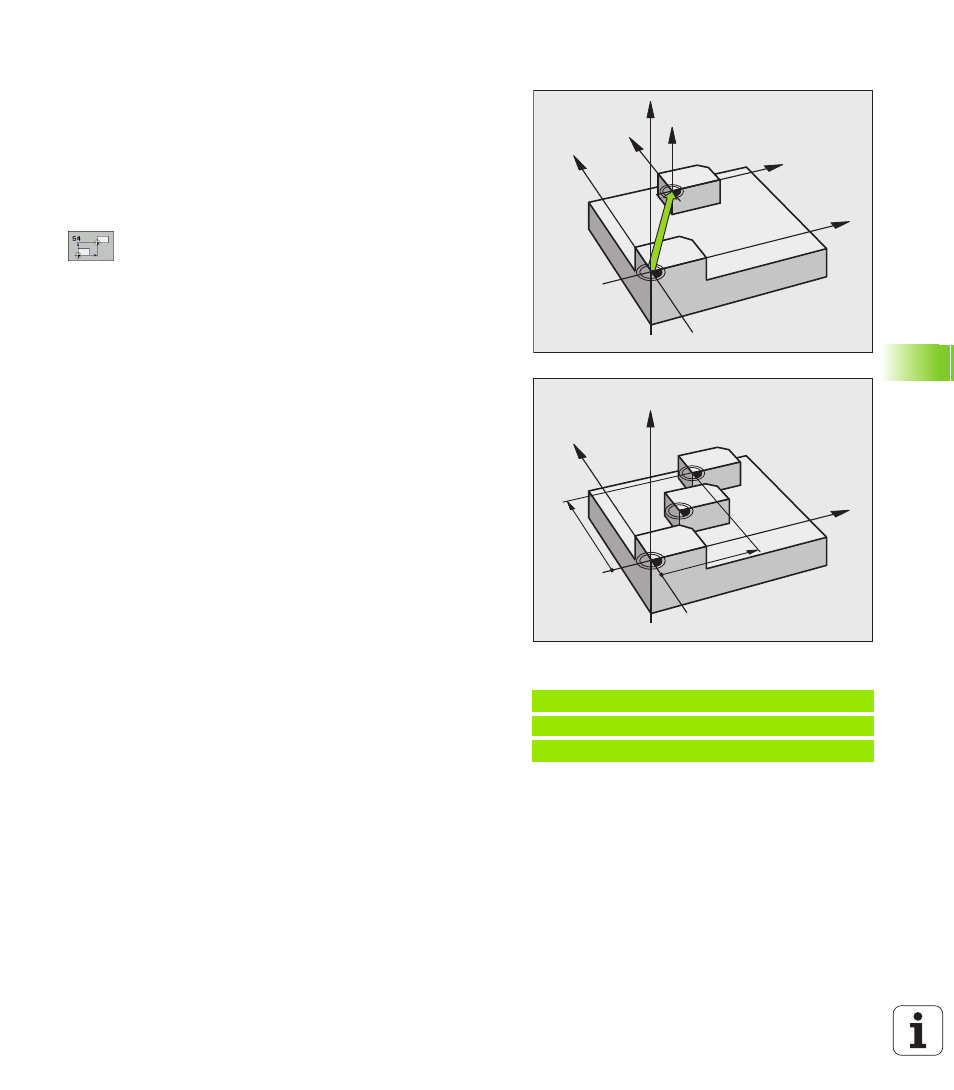
POSUNUTÍ NULOVÉHO BODU (cyklus G54)
Pomocí POSUNUTÍ NULOVÉHO BODU můžete opakovat obrábění
na libovolných místech obrobku.
Účinek
Po definici cyklu POSUNUTÍ NULOVÉHO BODU se všechna zadání
souřadnic vztahují k novému nulovému bodu. Posunutí v každé ose
zobrazuje TNC v přídavném zobrazení stavu. Zadání rotačních os je
též dovoleno.
Posunutí: zadejte souřadnice nového nulového bodu;
absolutní hodnoty se vztahují k tomu nulovému bodu
obrobku, který byl nadefinován nastavením
vztažného bodu; přírůstkové hodnoty se vztahují vždy
k naposledy platnému nulovému bodu – ten sám
může již být posunutý
Zpětné nastavení
Posunutí nulového bodu se zase zruší novým posunutím nulového
bodu s hodnotami souřadnic X=0, Y=0 a Z=0.
Grafika
Pokud naprogramujete po posunutí nulového bodu nový polotovar,
pak můžete pomocí strojního parametru 7310 rozhodnout, zda se
polotovar má vztahovat k novému nebo starému nulovému bodu. Při
obrábění více dílců tak může TNC graficky znázornit každý dílec
zvlášť .
Zobrazení stavu
Velká indikace polohy se vztahuje k aktivnímu (posunutému)
nulovému bodu.
Všechny souřadnice zobrazené v přídavném zobrazení stavu
(polohy, nulové body) se vztahují k ručně nastavenému vztažnému
bodu.
Példa: NC-bloky
N72 G54 G90 X+25 Y-12,5 Z+100 *
...
N78 G54 G90 REF X+25 Y-12,5 Z+100 *
Z
Z
X
X
Y
Y
Z
X
Y
X
Y