HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 382
382
8 Programování: Cykly
8.4 Cykly k frézování kapes, ostr
ů
vk
ů
(
č
ep
ů
) a drážek
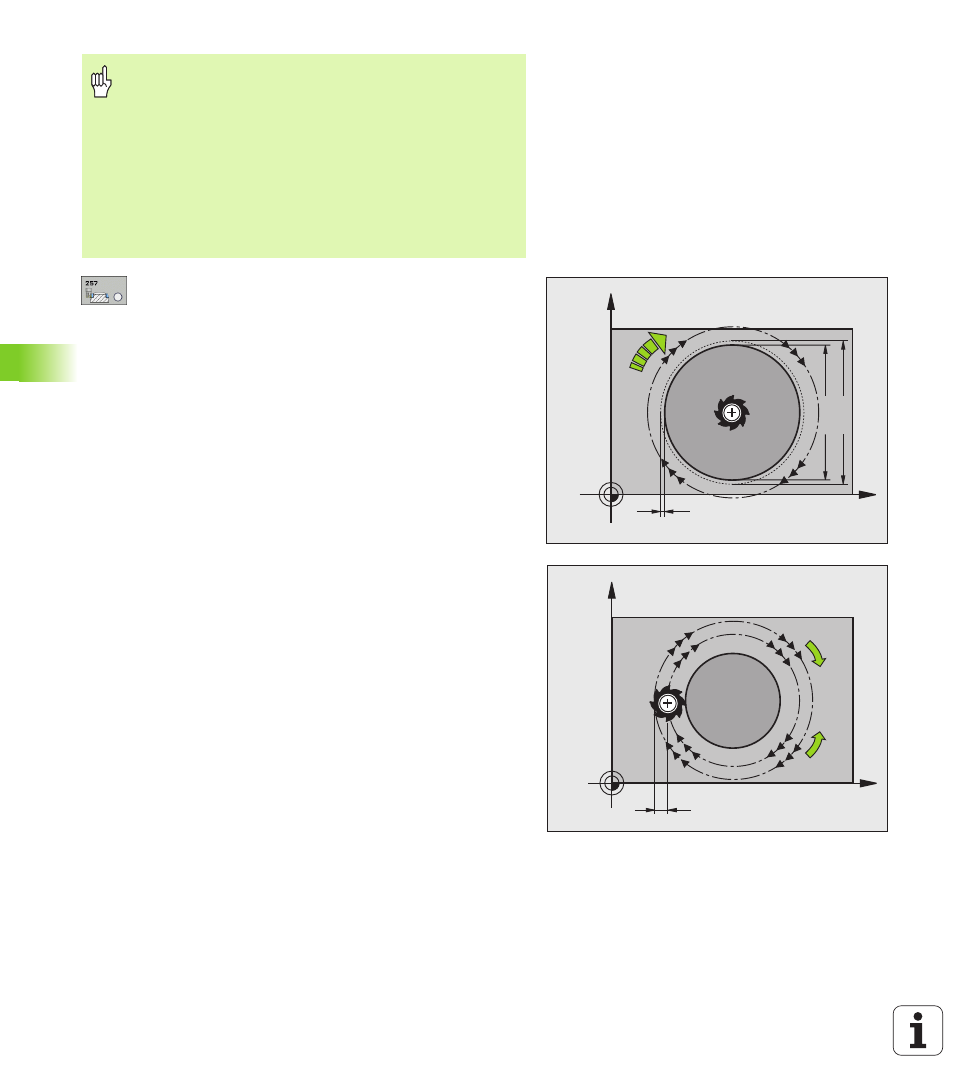
Průměr hotového dílce Q223: průměr načisto
obrobeného čepu
Průměr polotovaru Q222: průměr polotovaru. Zadejte
průměr polotovaru větší, než je průměr konečného
dílce. TNC provede několik bočních přísuvů, pokud je
rozdíl mezi průměrem polotovaru a konečným
průměrem dílce větší, než je přípustný boční přísuv
(rádius nástroje krát překrývání drah Q370). TNC
vypočítává vždy konstantní boční přísuv.
Přídavek na dokončení stěny Q368 (inkrementálně):
přídavek na dokončení v rovině obrábění
Posuv pro frézování Q207: pojezdová rychlost nástroje
při frézování v mm/min
Druh frézování Q351: druh obrábění frézováním při
M3:
+1 = sousledné frézování
–1 = nesousledné frézování
Bitem 2 strojního parametru 7441 nastavíte, zda má TNC
při zadání kladné hloubky vydat chybové hlášení (bit 2=1)
nebo ne (bit 2=0).
Pozor nebezpečí kolize!
Uvědomte si, že TNC při zadání kladné hloubky výpočet
předpolohování invertuje. Nástroj tedy jede v ose nástroje
rychloposuvem na bezpečnou vzdálenost pod povrchem
obrobku!
Vpravo vedle čepu nechte dostatek místa pro nájezd.
Minimum: průměr nástroje + 2 mm.
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1