HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Uživatelská příručka
Stránka 367
HEIDENHAIN iTNC 530
367
8.4 Cykly k frézování kapes, ostr
ů
vk
ů
(
č
ep
ů
) a drážek
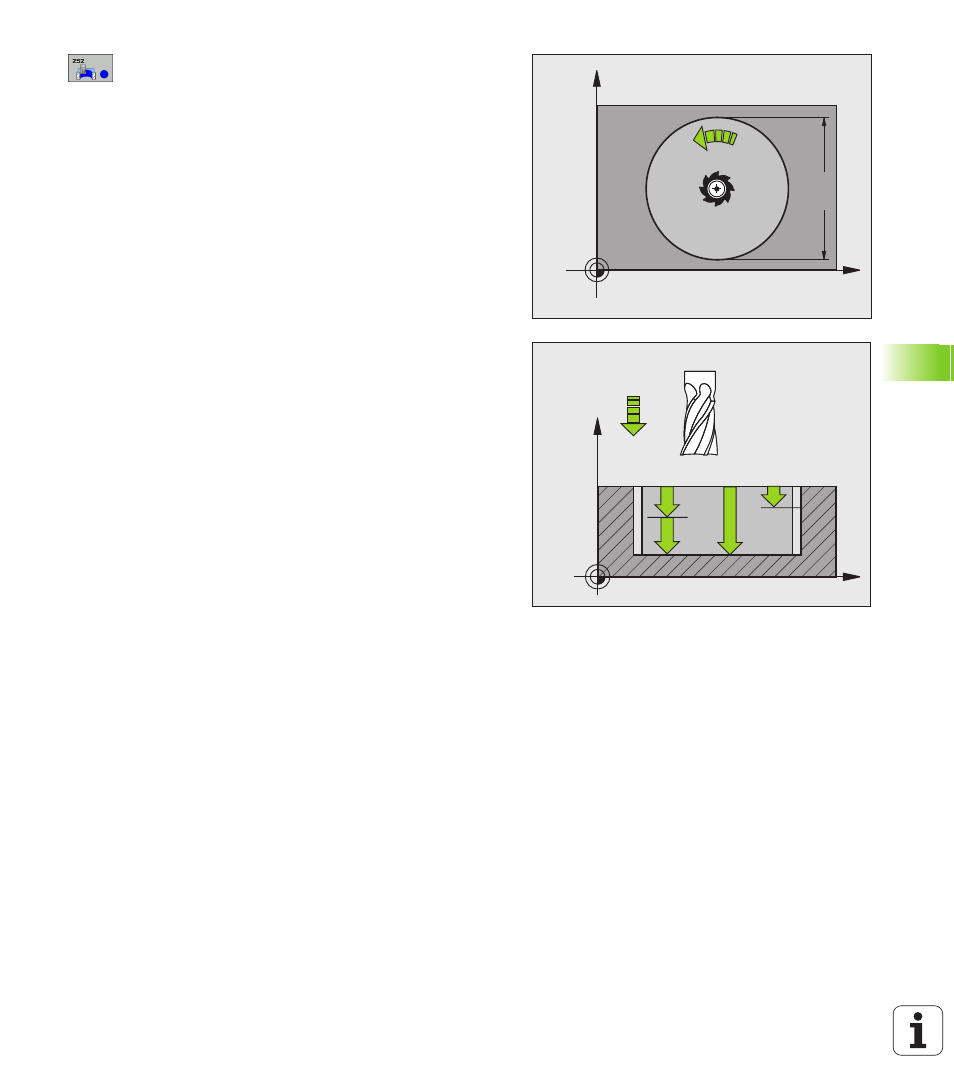
Rozsah obrábění (0/1/2) Q215: definice rozsahu
obrábění:
0: hrubování a dokončování
1: pouze hrubování
2: pouze dokončování
Dokončení stěn a dokončení dna se provede pouze
tehdy, je-li definován příslušný přídavek na dokončení
(Q368, Q369)
Průměr kruhu Q223: průměr načisto obrobené kapsy
Přídavek na dokončení stěny Q368 (inkrementálně):
přídavek na dokončení v rovině obrábění
Posuv pro frézování Q207: pojezdová rychlost nástroje
při frézování v mm/min
Druh frézování Q351: druh obrábění frézováním u
M03:
+1 = sousledné frézování
–1 = nesousledné frézování
Hloubka Q201 (inkrementálně): vzdálenost povrch
obrobku – dno kapsy
Hloubka přísuvu Q202 (inkrementálně): rozměr, o
nějž se nástroj pokaždé přisune; zadejte hodnotu
větší než 0
Přídavek na dokončení dna Q369 (inkrementálně):
přídavek na dokončování pro dno
Posuv přísuvu do hloubky Q206: pojezdová rychlost
nástroje při pohybu na danou hloubku v mm/min
Přísuv při dokončování Q338 (inkrementálně): rozměr,
o který se nástroj v ose vřetena přisune při
dokončování. Q338=0: dokončení jedním přísuvem
X
Y
Q207
Q223
X
Z
Q201
Q206
Q202
Q338