8 frézovac cykly – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 218
218
4 Programován cyklů
4.8 Frézovac cykly
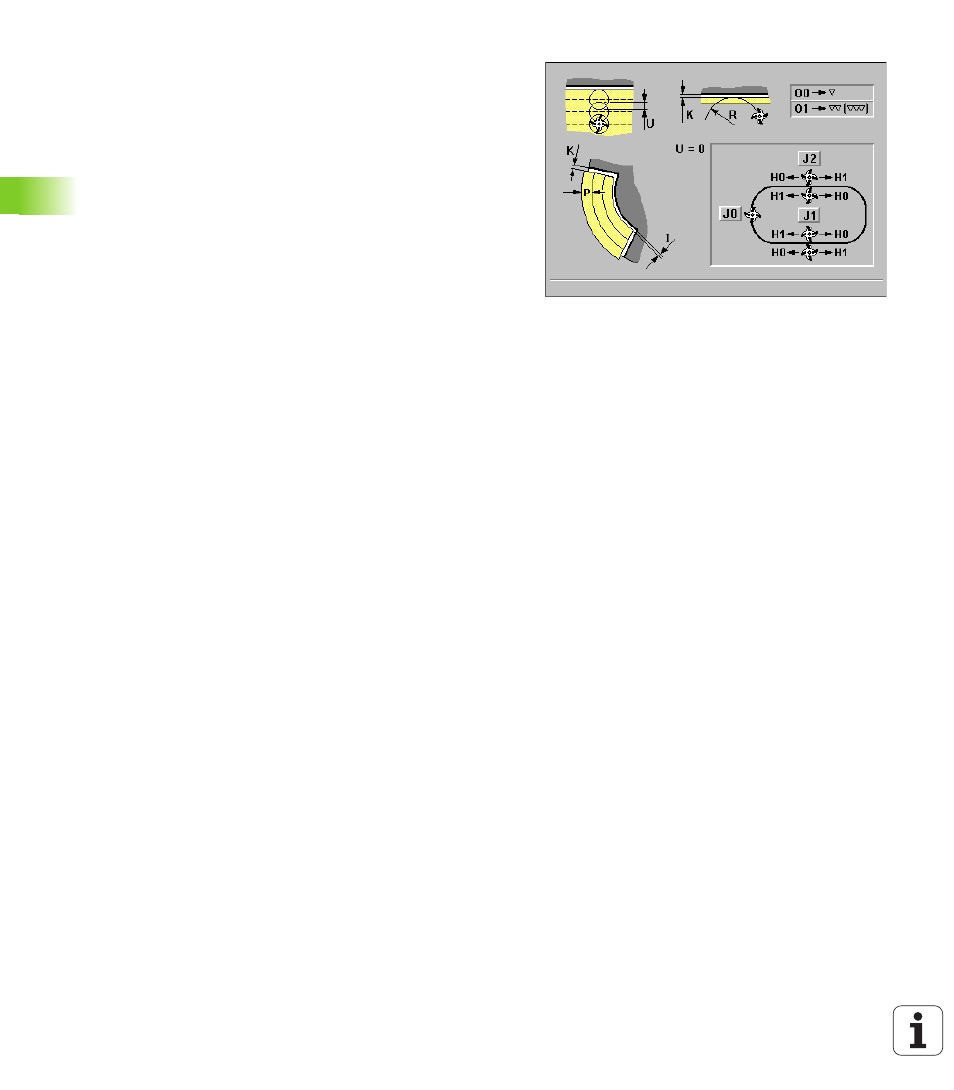
Parametry cyklu (druhé zadávac okno)
P Hloubka př suvu standardně: celá hloubka jedn m př suvem
U Koeficient přesahu
bez zadán : frézován obrysu
U>0: frézován kapes – (minimáln ) koeficient přesahu
frézovac ch drah = U*průměr frézy
I Př davek ve směru př suvu
K Př davek paralelně s obrysem
FZ Posuv př suvu standardně: aktivn posuv
E Redukovaný posuv pro kruhové prvky – standardně: aktivn
posuv
H Způsob frézován standardně: 0
H = 0: nesousledně
H = 1: sousledně
J Frézován obrysu (standardně: 0) závislé na „U“ plat :
Frézován kapes a J = 0: na obrysu
Frézován kapes a J = 1: uvnitř
Frézován kapes a J = 2: zvenč
Frézován obrysu a J = 0: směrem ven
Frézován obrysu a J = 1: směrem dovnitř
O Hrubován /dokončen : průběh frézován (pouze při frézován
kapes) – standardně: 0
O = 0: Hrubován
O = 1: Obráběn načisto
R Rádius naj žděn : rádius oblouku najet /odjet
standardně: 0
R = 0: na obrysový prvek se naj žd př mo; př suv do bodu najet
nad rovinou frézován pak kolmý př suv do hloubky.
R>0: fréza naj žd /odj žd obloukem, který se napojuje na
obrysový prvek tangenciálně.
R<0 u vnitřn ch rohů: fréza naj žd /odj žd obloukem, který se
napojuje na obrysový prvek tangenciálně.
R<0 u vnějš ch rohů: délka lineárn ch prvků napojen a výjezdu;
na prvek obrysu se najede / z něho odjede tangenciálně.