Vrtán závitu g36, 18 vrtac cykly – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 357
HEIDENHAIN MANUALplus 4110
357
6.18 Vrtac cykly
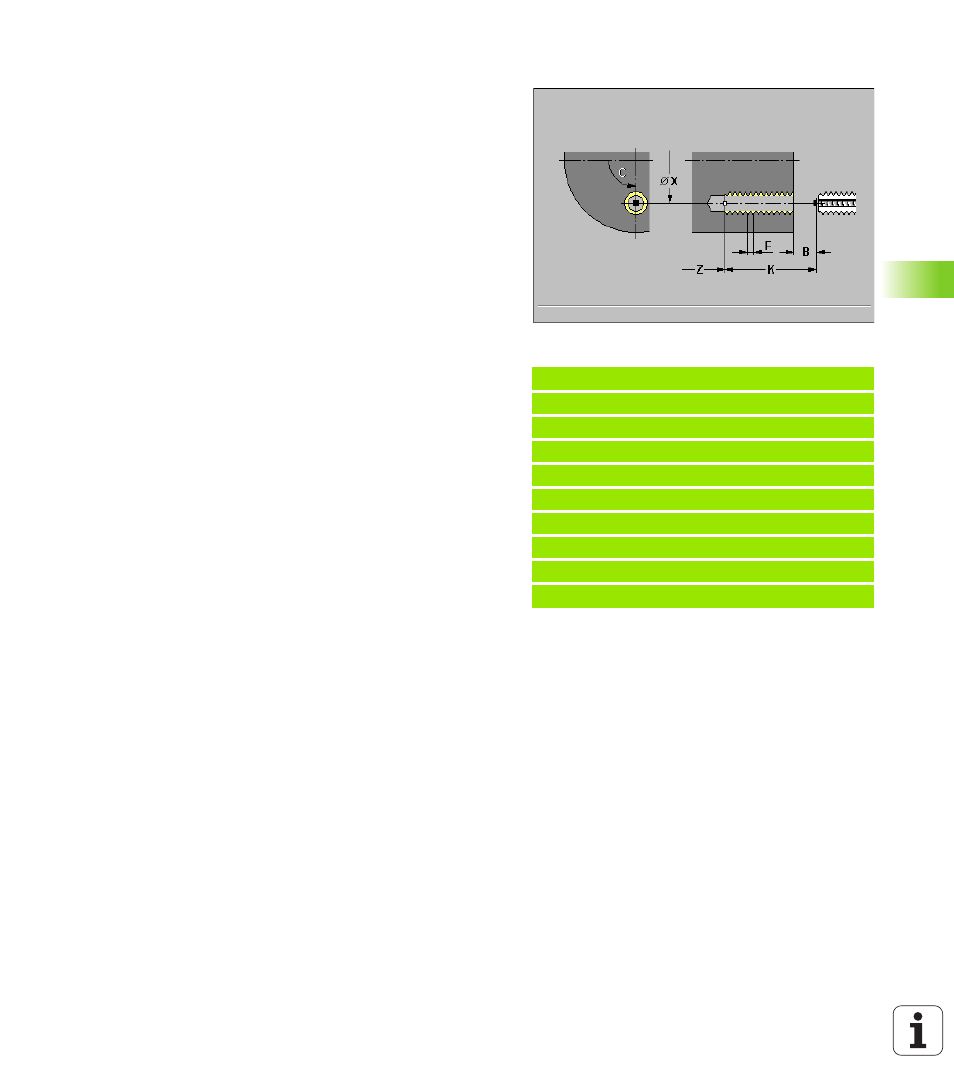
Vrtán závitu G36
G36 vyř zne centrické axiáln závity pevnými nástroji a axiáln a
radiáln závity poháněnými nástroji.
Význam “Délky povytažen J”: tento parametr použ vejte u kleštin
s kompenzac délky. Cyklus vypočte z hloubky závitu,
naprogramovaného stoupán a "Délky povytažen " nové jmenovité
stoupán . Toto jmenovité stoupán je o něco menš než stoupán
závitn ku. Při vytvářen závitu se závitn k povytahuje z up nac ho
pouzdra o tuto “Délku povytažen ”. Touto metodou doc l te delš
životnost závitn ků.
Parametry
X Koncový bod řezán závitu v axiáln d ře (rozměr průměru)
Z Koncový bod řezán závitu v radiáln d ře
F Posuv na otáčku: stoupán závitu
B Délka rozběhu (standardně: 2 * stoupán závitu F1): dráha pro
dosažen naprogramovaných otáček a posuvu.
Q Č slo vřetena
Q = 0: hlavn vřeteno (pevně uchycený nástroj)
Q = 1: poháněný nástroj
H Vztažný směr stoupán závitu (standardně: 0)
H = 0: posuv v ose Z
H = 1: posuv v ose X
S Otáčky odj žděn (standardně: stejné jako při vrtán závitu).
K Hloubka vrtán (radiáln otvor: rozměr rádiusu).
„K“ uvedené: „Bod startu vrtán “ se vypočte z „Koncového bodu
vrtán “ a „K“.
„K“ neuvedené: „K“ se vypoč tá z „Koncového bodu vrtán “ a
aktuáln pozice nástroje.
J Délka povytažen (standardně: 0) při použit kleštin s
kompenzac délky
Upozorněn :
Prováděn cyklu zač ná z aktuáln polohy nástroje a vřetena. Bod
startu se naj žd rychloposuvem.
Axiáln vrtán :
„X“ se neprogramuje
„Z“ se programuje
Radiáln vrtán :
„X“ se programuje
„Z“ se neprogramuje
X a Z naprogramováno: pro radiáln / axiáln vrtán je rozhoduj c
„Orientace nástroje“ (viz ”Závitn ky“ na straně 424).
Př klad: G36
%36.nc
[G36]
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z 30
N4 G14 Q0
N5 T51 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z 25 F1.5 B3 Q0
KONEC