Frézován ploch na čele g797, 20 obráběn čela – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 366
366
6 Programován podle DIN
6.20 Obráběn čela
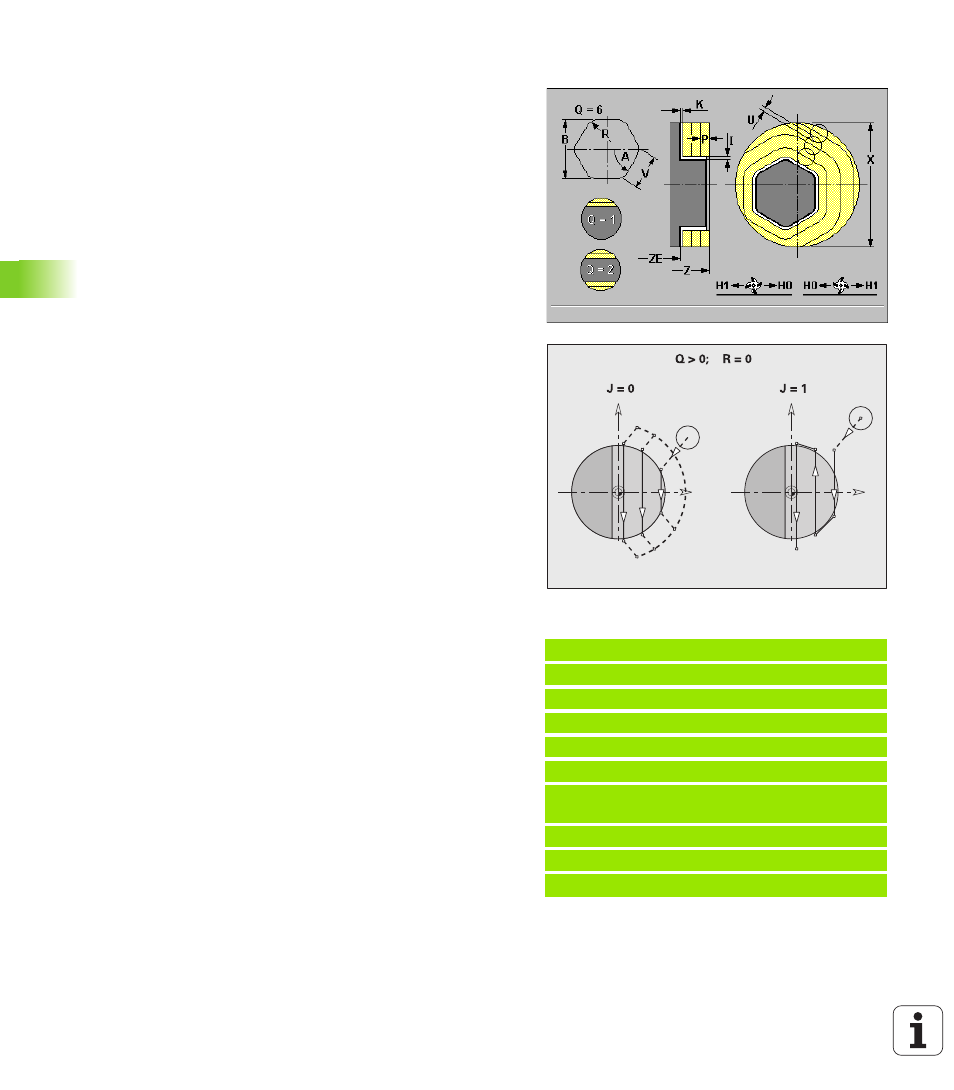
Frézován ploch na čele G797
G797 frézuje v závislosti na „Q“ plochy, mnohoúheln k nebo tvar
definovaný př kazem po G797.
Parametry
X Mezn průměr
Z Horn hrana frézován
ZE Dno frézován
B Otvor kl če (odpadá při Q = 0): definuje materiál, který zůstane.
U sudého počtu ploch můžete programovat „B“ alternativně s „V“.
Q = 1: zbývaj c tlouš ka
Q> = 2: otvor kl če
V Délka hrany odpadá při Q = 0
R Zkosen /zaoblen odpadá při Q = 0
R<0: délka zkosen hrany
R>0: rádius zaoblen
A Úhel sklonu (vztah viz pomocný obrázek) odpadá při Q = 0
Q Počet ploch (standardně: 0):
Rozsah: 0 <= Q <= 127
Q = 0: za G797 následuje popis tvaru.
Q = 1: jedna plocha
Q = 2: dvě plochy přesazené o 180 °
Q = 3: trojúheln k
Q = 4: obdéln k, čtverec
Q>4: mnohoúheln k (polygon)
P Maximáln př suv (standardně: celá hloubka jedn m př suvem).
U Koeficient přesahu (standardně: 0,5): minimáln přesah drah
frézován = U*průměr frézy
I Př davek paralelně s obrysem.
K Př davek Z (ve směru př suvu).
F Posuv př suvu pro př suv do hloubky (standardně: aktivn
posuv).
E Redukovaný posuv pro kruhové prvky (standardně: aktuáln
posuv)
H Způsob frézován (standardně: 0): ovlivňuje spolu se smyslem
otáčen frézy směr frézován (viz pomocný obrázek).
H = 0: nesousledně
H = 1: sousledně
O Hrubován /dokončen (standardně: 0)
O = 0: hrubován
O = 1: obráběn načisto
J Směr frézován : definuje u v cehranů bez zkosen /zaoblen , zda
se bude frézovat jednosměrně nebo obousměrně – viz obrázek.
J = 0: jednosměrně
J = 1: obousměrně
Př klad: G797
%797.nc
[G797]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G797 X100 Z0 ZE 5 B50 R2 A0 Q4 P2
U0.5
N6 G100 Z2
N7 M15
KONEC