Kuželový závit api g352, 15 závitové cykly – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 342
342
6 Programován podle DIN
6.15 Závitové cykly
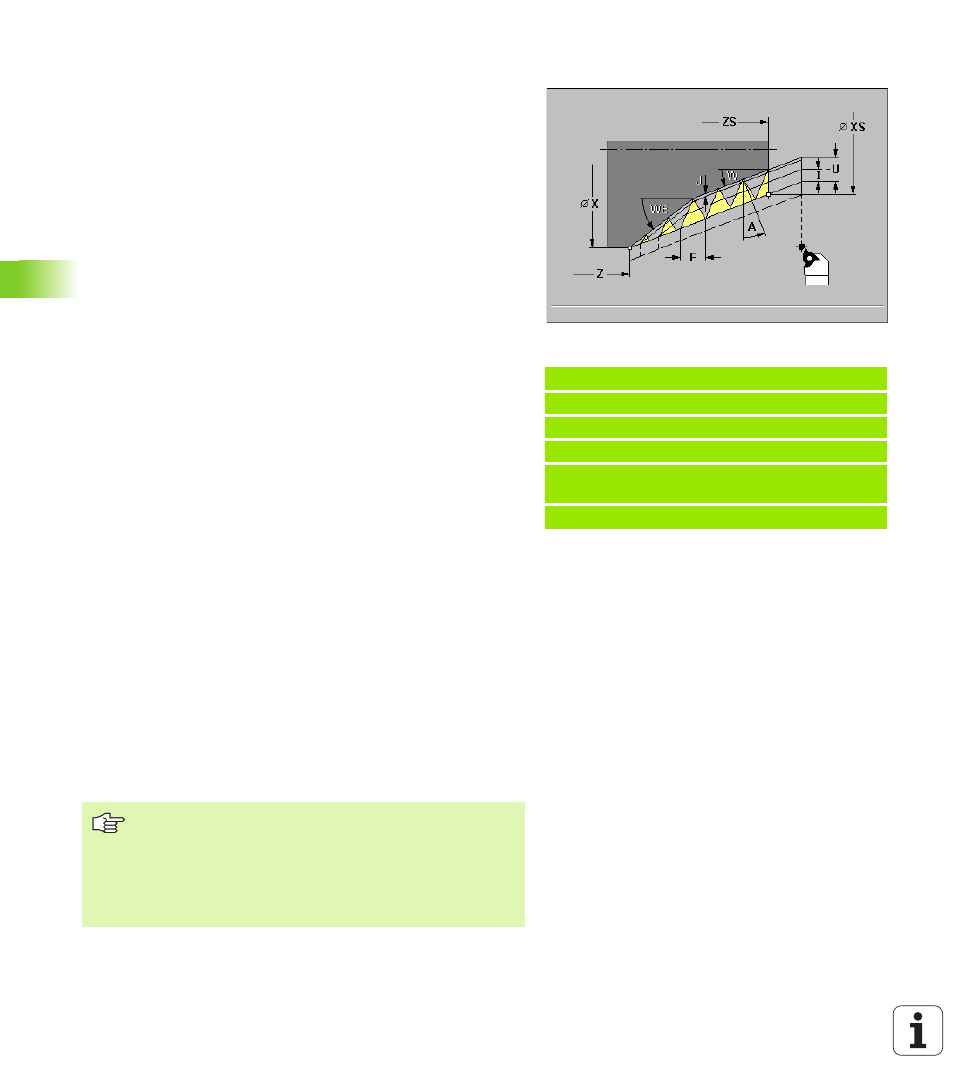
Kuželový závit API G352
G352 zhotov jednochodý nebo v cechodý kuželový závit API.
Směrem k výběhu závitu se hloubka závitu zmenšuje.
Parametry
X Koncový bod závitu (rozměr průměru)
Z Koncový bod závitu
XS Počátečn bod závitu (rozměr průměru)
ZS Počátečn bod závitu
F Stoupán závitu
U Hloubka závitu
U>0: vnitřn závit
U< = 0: vnějš závit (čelo a pláš válce)
U = +999 nebo –999: vypoč tá se hloubka závitu
I Maximáln př suv standardně: vypoč tá se ze stoupán a
hloubky závitu.
A Úhel př suvu (standardně: 30°):
Rozsah: –60° < A < 60 °
A>0: př suv z pravého boku
A<0: př suv z levého boku
D Počet chodů (standardně: 1)
W Úhel kužele (standardně: 0°): Rozsah: –45° < W < 45 °
WE Úhel výběhu (standardně: 12°):
Rozsah: 0° < WE < 90 °
J Hloubka doř znut (standardně: 1/100 mm)
Vnitřn nebo vnějš závit: viz znaménko před „U“
Rozdělen řezu: prvn řez se provede s hloubkou řezu „I“, u každého
dalš ho řezu se hloubka řezu zmenšuje, až se dosáhne „J“.
Proložen polohován ručn m kolečkem (pokud je váš stroj k tomu
vybaven): proložen polohován jsou omezená:
Směr X: závis na aktuáln hloubce řezu – počátečn a koncový bod
závitu nebudou překročeny.
Směr Z: maximálně jednochodý závit – počátečn a koncový bod
závitu nebudou překročeny.
Definice úhlu kužele: XS/ZS, X/Z nebo XS/ZS, Z, W nebo
ZS, X/Z, W
Př klad: G352
%352.nc
[G352]
N1 T45 G97 S1500 M3
N2 G0 X13 Z4
N3 G352 X16 Z 28 XS13 ZS0 F1.5 U 999
WE12
KONEC
„Stop cyklu“ působ na konci řezu závitu.
Override posuvu a otáček vřetena nejsou při prováděn
cyklu účinné.
Proložen polohován ručn m kolečkem se aktivuje
sp načem na ovládac m panelu stroje.
Předběžné nastaven je vypnuto.