Jednoduchý zápichový cyklus g86, 13 zápichové cykly – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 330
330
6 Programován podle DIN
6.13 Zápichové cykly
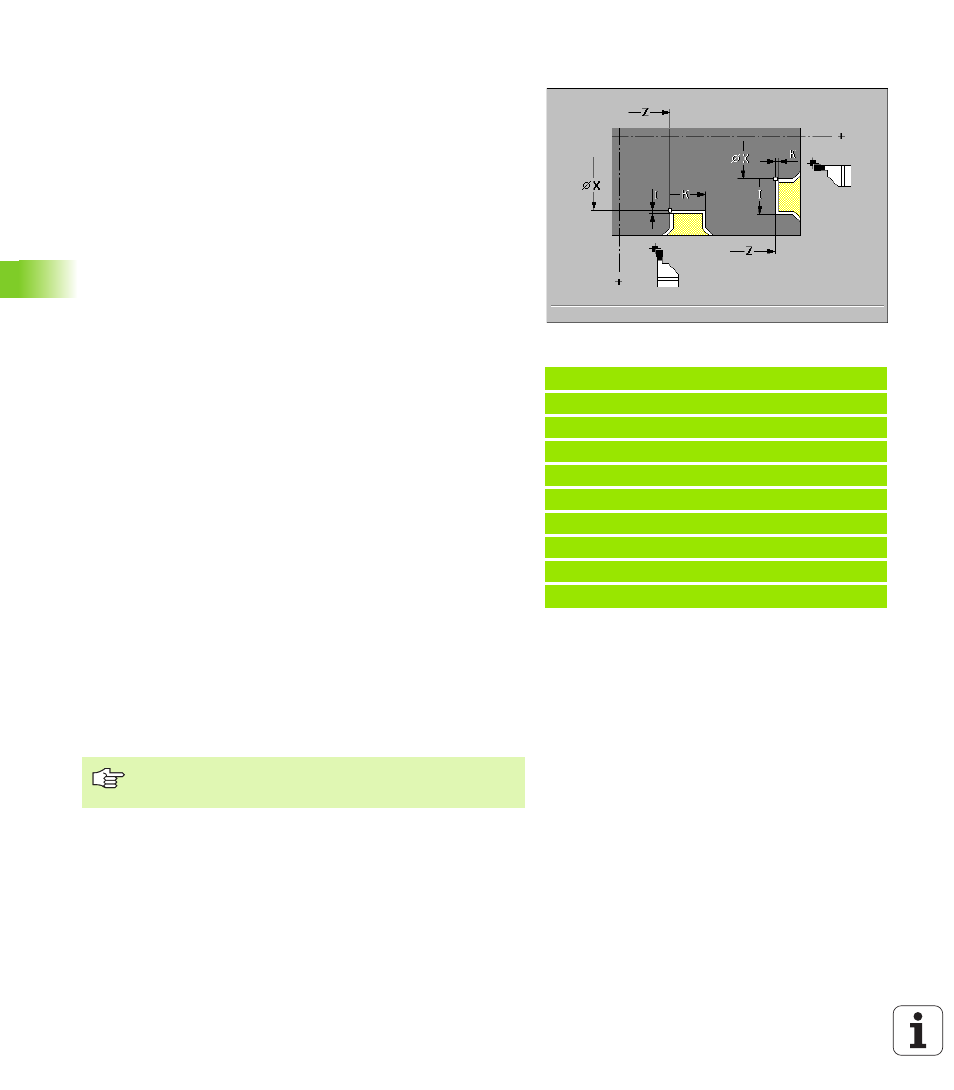
Jednoduchý zápichový cyklus G86
G86 vytvář jednoduché radiáln a axiáln vnitřn a vnějš zápichy se
zkosen m. Druh zápichu (radiáln /axiáln ; vnitřn /vnějš ) se zjist podle
„orientace nástroje“ (viz ”Nástroje k soustružen “ na straně 419).
Parametry
X Roh dna X (rozměr průměru)
Z Roh dna Z
I Př davek
radiáln zápich: př davek při hrubován zápichu
axiáln zápich: š řka zápichu bez zadán : provede se pouze
jeden zápichový pohyb (š řka zápichu = š řka nástroje)
K Š řka
radiáln zápich: š řka zápichu bez zadán : provede se pouze
jeden zápichový pohyb (š řka zápichu = š řka nástroje)
axiáln zápich: př davek při hrubován zápichu
E Časová prodleva při dokončován zápichu (standardně: doba
jedné otáčky)
Pokyny k prováděn cyklů:
Je li př davek naprogramovaný, provede se nejprve předp chnut a
pak dokončovac zápich načisto.
Nechcete li zkosen využ t, napolohujte nástroj dostatečně daleko
před zápichem. Výpočet u radiáln ho zápichu:
XS = XK + 2 * (1,3 – b)
XS: výchoz poloha (rozměr průměru)
XK: Průměr obrysu
b: Š řka zkosen
Výpočet u axiáln ho zápichu se provád podobně.
Po proveden cyklu nástroj stoj :
u radiáln ho zápichu v
X: poloha startu
Z: posledn pozice zápichu
u axiáln ho zápichu v
X: posledn pozice zápichu
Z: poloha startu
Př klad: G86
%86.nc
[G86]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z 30 I0.2 K7 E2 [radiálně]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z 4 I7 K0.2 E1 [axiálně]
KONEC
Korekce rádiusu břitu: neprovád se
Př davky: nezapoč távaj se