Metrický závit iso g35, 15 závitové cykly – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 339
HEIDENHAIN MANUALplus 4110
339
6.15 Závitové cykly
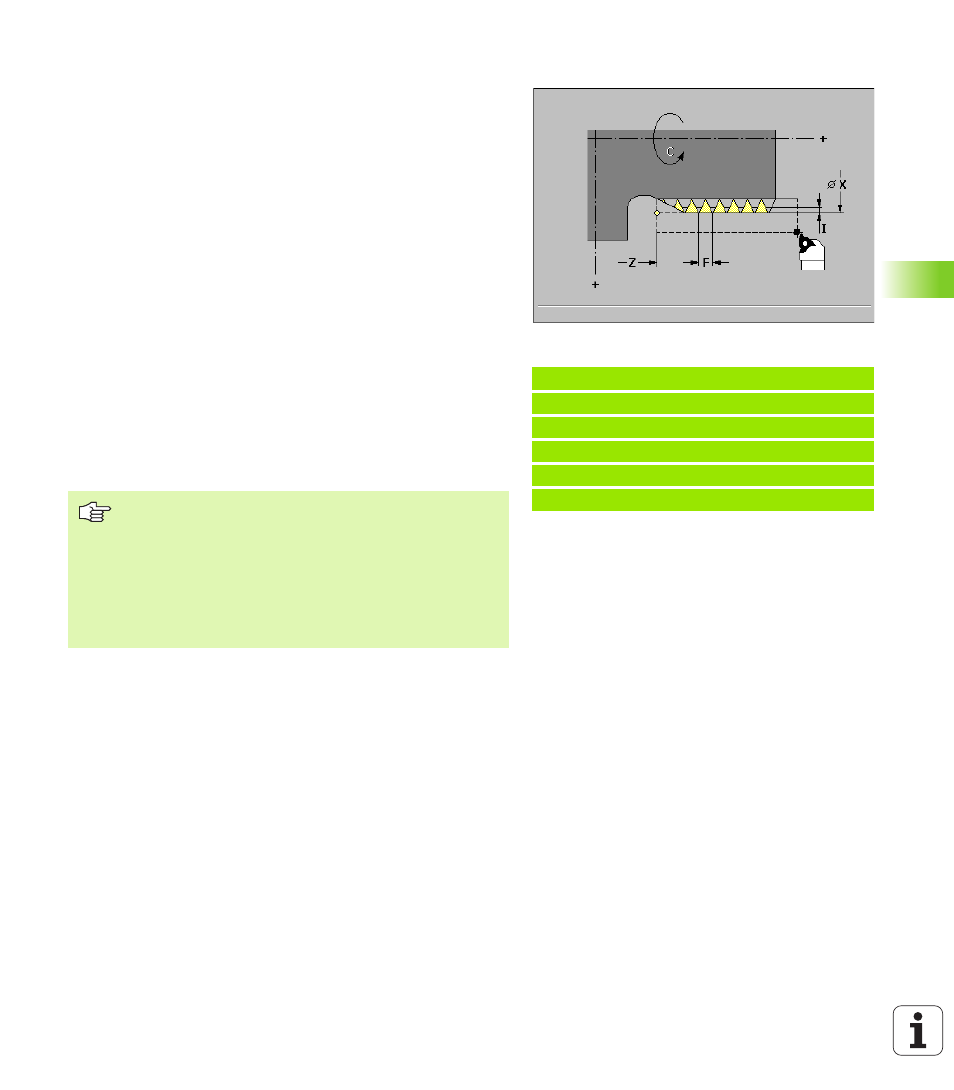
Metrický závit ISO G35
G35 zhotov podélný závit (vnitřn nebo vnějš závit). Závit zač ná v
aktuáln poloze nástroje a konč v „koncovém bodě X, Z“.
MANUALplus si zjist z polohy nástroje vzhledem ke koncovému bodu
závitu, zda se zhotovuje vnějš nebo vnitřn závit.
Parametry
X Koncový bod závitu (rozměr průměru)
Z Koncový bod závitu
F Stoupán závitu – standardně: zjist se podle průměru z tabulky
(viz ”Stoupán závitu“ na straně 524)
I Maximáln př suv bez zadán : I se vypoč tá ze stoupán a
hloubky závitu.
Q Počet průchodů naprázdno (standardně: 0): provedou se po
posledn m řezu.
B Zbývaj c řezy (standardně: 0)
B = 0: rozdělen „posledn ho řezu“ na polovinový řez, čtvrtinový a
osminový řez.
B = 1: bez rozdělen posledn ho řezu
Př suvy: pokud U/I udává zbytek, tak tento „zbytek“ plat pro prvn
př suv. "Posledn řez" se rozděl na polovinový řez, čtvrtinový a
osminový řez.
Př klad: G35
%35.nc
[G35]
N1 T45 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z 29 F1.5
KONEC
„Stop cyklu“ působ na konci řezu závitu.
Override posuvu a otáček vřetena nejsou při prováděn
cyklu účinné.
U vnitřn ch závitů je nutné zadat „stoupán závitu F“,
jelikož průměr axiáln ho prvku nen průměr závitu.
Použije li se MANUALplus k určen stoupán závitu, je
nutno poč tat s drobnými odchylkami.
Předběžné nastaven je zapnuté